ā╔╝ēģÆč§-╔·╬’Įėė|č§╗»╠Ä└ĒĄĒĘ█┼cŠŲŠ½ÅU╦«
ųąć°╬█╦«╠Ä└Ē╣ż│╠ŠW ĢrķgŻ║2015-11-22 9:10:53
╬█╦«╠Ä└Ē╝╝ąg | ģRŠ█╚½Ū“Łh▒Ż┴”┴┐Ż¼ĮĄĄ═Ų¾śIų╬╬█│╔▒Š
ĪĪĪĪĄĒĘ█║═ŠŲŠ½į┌╩│ŲĘ║═╣żśIŅIė“ųąČ╝ėąų°śOŲõÅVĘ║Ą─æ¬ė├Ż¼╬ęć°═¼Ģr╔·«aĄĒĘ█┼cŠŲŠ½Ą─Ų¾śIėą╔Ž░┘╝ęŻ¼Č°╔·«a▀^│╠ųą«a╔·Ą─ÅU╦«╚ń▓╗Įø╠Ä└Ēų▒Įė┼┼Ę┼Ż¼īóĢ■įņ│╔╦«¾wĄ─ć└ųž╬█╚ŠĪ▓1Ī│ĪŻ╣Pš▀ĮķĮB┴╦░▓╗š─│╩│ŲĘÅSĄ─ĄĒĘ█┼cŠŲŠ½ŠC║ŽÅU╦«īŹļH╠Ä└Ē╣ż│╠Ż¼ęįŲ┌×ķ┤╦ŅÉÅU╦« Ą─╠Ä└Ē╠ß╣®ŽÓĻPĮø“×┼cĮĶĶbĪŻ
ĪĪĪĪ1 ╦«┴┐┼c╦«┘|
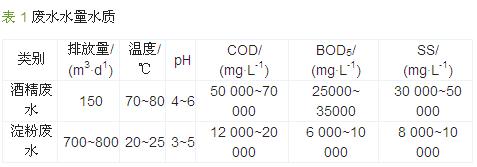
ĪĪĪĪ░▓╗š─│╩│ŲĘÅSęįąĪ¹£├µĘ█×ķįŁ┴Ž▀MąąĄĒĘ█Ą─╔·«aŻ¼▓ó└¹ė├╔·«aųąÜłėÓĄ─ĄĒĘ█į³╔·«aŠŲŠ½ĪŻ╚š«aĄĒĘ█70 tŻ¼ŠŲŠ½5 tĪŻŲõųą├┐╔·«a1 tĄĒĘ█╝s«a╔·10~15 tÅU╦«Ż¼├┐╔·«a1 tŠŲŠ½╝s«a╔·30 tÅU╦«ĪŻįōÅSÅU╦«┼┼Ę┼┐é┴┐╝s×ķ850~950 m3/dŻ¼ŲõųąĄĒĘ█ÅU╦«700~800 m3/dŻ¼ŠŲŠ½ÅU╦«150 m3/dĪŻÅU╦«╦«┴┐╝░╦«┘|ęŖ▒Ē 1ĪŻ
ĪĪĪĪ2 ╣ż│╠Ė┼ør
ĪĪĪĪ2.1 ╣ż╦ć▀x╚Ī
ĪĪĪĪė╔ė┌ĄĒĘ█ÅU╦«║═ŠŲŠ½ÅU╦«Ą─CODČ╝║▄Ė▀Ż¼å╬╝āĄ─ģÆč§Īó║├č§╔·╬’╠Ä└ĒČ╝¤oĘ©ØMūŃ┼┼Ę┼ę¬Ū¾Ż¼╦∙ęįöM▓╔ė├ģÆč§-║├č§┬ōė├Ą─ĘĮĘ©ĪŻėųė╔ė┌ŠŲŠ½ÅU╦«ėąÖC╬’ØŌČ╚Īó£žČ╚Š∙▌^ĄĒĘ█ÅU╦«Ė▀Ż¼╦∙ęį▀xė├Ė▀£žģÆ觎¹╗»Ę©Ž╚ī”ŠŲŠ½ÅU╦«▀Mąą╠Ä└ĒŻ¼ĮøĖ▀£žŽ¹╗»║¾Ą─ŠŲŠ½ÅU╦«į┘┼cĄĒĘ█ÅU╦«╗ņ║Ž▀MąąČ■╝ēģÆč§╠Ä└ĒĪŻūŅĮK┤_Č©▓╔ė├Ė▀£žģÆč§-ųą£žģÆč§-╔·╬’Įėė|č§╗»Ę©╠Ä└ĒįōÅSŠC║ŽÅU╦«ĪŻ
ĪĪĪĪ2.2 ╣ż╦ć┴„│╠
ĪĪĪĪ╩ūŽ╚Ż¼ŠŲŠ½ÅU╦«║═ĄĒĘ█ÅU╦«Ęųäe┴„╚ļĖ„ūįš{╣Ø│ž▀Mąą╦«┘|╦«┴┐š{╣ØŻ¼Ųõųą═©▀^Ž“ĄĒĘ█ÅU╦«š{╣Ø│ž═Č╝ė╩»╗ęŻ¼š{╣ØĄĒĘ█įŁ╦«pHŻ¼ęįØMūŃ║¾└mģÆč§╠Ä└Ēę¬Ū¾ĪŻļS║¾ŠŲŠ½ÅU╦«▀M╚ļĖ▀£žģÆ觎¹╗»Ę┤æ¬Ų„Ż¼ęį╚ź│²┤¾▓┐ĘųėąÖC╬’ĪŻĮøĖ▀£žģÆ觎¹╗»║¾Ą─ŠŲŠ½ÅU╦«┼cĮø▀^š{╣Ø│žĄ─ĄĒĘ█ÅU╦«į┌│┴ĄĒ│ž╠Ä╗ņ║ŽŻ¼ŠC║ŽÅU╦«ųąĄ─┤¾▓┐ĘųSSį┌┤╦╠Ä▒╗╚ź│²ĪŻ│┴ĄĒ│ž│÷╦«┴„╚ļū„×ķČ■╝ēģÆ觥─ųą£žUASB▀MąąģÆč§╠Ä└ĒĪŻĮøā╔╝ēģÆč§╠Ä└Ē║¾Ż¼ÅU╦«ųą92%Ą─COD▒╗╚ź│²ĪŻUASB│÷╦«┴„╚ļ╦«ĮŌ╦ß╗»│žŻ¼ęį╠ßĖ▀ÅU╦«Ą─┐╔╔·╗»ąįĪŻ╦«ĮŌ╦ß╗»│ž│÷╦«ę└┤╬┴„╚ļ╔·╬’Įėė|č§╗»│žĪóÜŌĖĪ│žĪóČ■│┴│žęįĮĄĮŌ╩ŻėÓ▓┐ĘųĄ─ėąÖC╬’║═æęĖĪ╬’┘|ĪŻģÆ觎ĄĮy╦∙«ašėÜŌ═©╚ļÕüĀt╚╝¤²Ż¼«a╔·š¶Ų¹╣®▄ćķg╩╣ė├ĪŻ╠Ä└Ē╣ż╦ć┴„│╠ęŖłD 1ĪŻ
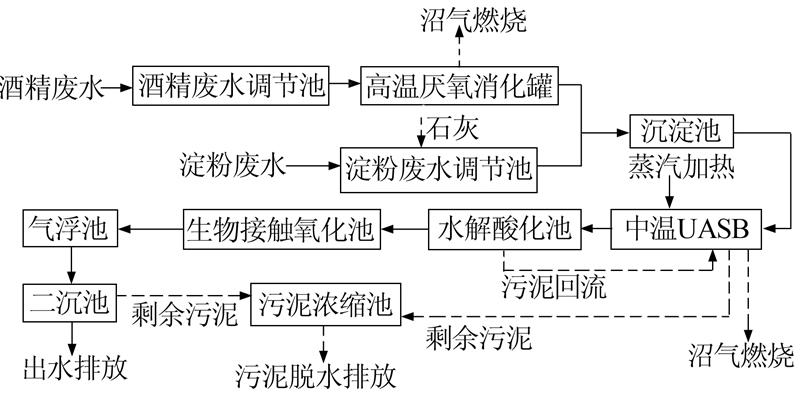
łD 1 ÅU╦«╠Ä└Ē╣ż╦ć┴„│╠
ĪĪĪĪ2.3 ų„ę¬╠Ä└Ēśŗų■╬’╝░įOėŗģóöĄ
ĪĪĪĪ2.3.1 š{╣Ø│ž
ĪĪĪĪŠŲŠ½ÅU╦«š{╣Ø│ž1ū∙Ż¼│▀┤ń×ķ9 mĪ┴6 mĪ┴5 mŻ¼ėąą¦╚▌Ęe240 m3Ż¼═Ż┴¶Ģrķg38.4 hŻ¼õōĒ┼ĮYśŗŻ¼░ļĄžŽ┬╩ĮĪŻįO╦«▒├2┼_Ż¼1ė├1éõŻ¼┴„┴┐×ķ25 m3/hŻ¼ōP│╠×ķ32 mĪŻš{╣Ø│ž╔ŽĘĮįO└õģs╦■Ż¼ā╚▓┐įOØō╦«öć░ĶŲ„ĪŻ
ĪĪĪĪĄĒĘ█ÅU╦«š{╣Ø│ž1ū∙Ż¼│▀┤ń×ķ38 mĪ┴10 mĪ┴5 mŻ¼ėąą¦╚▌Ęe1 700 m3Ż¼═Ż┴¶Ģrķg51 hŻ¼õōĒ┼ĮYśŗŻ¼░ļĄžŽ┬╩ĮĪŻįO╦«▒├2┼_Ż¼1ė├1éõŻ¼┴„┴┐×ķ50 m3/hŻ¼ōP│╠×ķ20 mĪŻš{╣Ø│žā╚įOŅAŲžÜŌ║═╝ėēAčbų├ĪŻ
ĪĪĪĪš{╣Ø│žĄ─ų„ę¬ū„ė├╩Ūš{╣ØįŁ╦«Ą─╦«┴┐Īó╦«┘|Īó╦«£žĪŻ
ĪĪĪĪ2.3.2 Ė▀£žģÆ觎¹╗»╣▐
ĪĪĪĪĖ▀£žģÆ觎¹╗»╣▐2ū∙Ż¼Ųõųą1ū∙│▀┤ń×ķD 6 mĪ┴14.5 mŻ¼ėąą¦╚▌Ęe350 m3Ż¼═Ż┴¶Ģrķg196.8 hŻ¼╠╝õōĘ└Ė»Ż¼Ąž╔Ž╩Į;┴Ē1ū∙│▀┤ń×ķD 10.5 mĪ┴12 mŻ¼ėąą¦╚▌Ęe880 m3Ż¼═Ż┴¶Ģrķg196.8 hŻ¼╠╝õōĘ└Ė»Ż¼Ąž╔Ž╩ĮĪŻĖ▀£žģÆ觎¹╗»╣▐Ą─ų„ę¬╣”─▄╩ŪĮĄĮŌŠŲŠ½ÅU╦«ųą┤¾▓┐ĘųĄ─CODŻ¼ęį╝░ĮĄĄ═SSŻ¼╩╣╦«┘|─▄ØMūŃČ■╝ēģÆč§╠Ä└ĒĄ─▀M╦«ę¬Ū¾ĪŻ
ĪĪĪĪ2.3.3 │┴ĄĒ│ž
ĪĪĪĪ│┴ĄĒ│ž1ū∙Ż¼│▀┤ń×ķD 8 mĪ┴9 mŻ¼ėąą¦╚▌Ęe380 m3Ż¼═Ż┴¶Ģrķg9.6 hŻ¼╠╝õōĘ└Ė»Ż¼Ąž╔Ž╩ĮĪŻĄĒĘ█ÅU╦«║═ĮøĖ▀£žŽ¹╗»║¾Ą─ŠŲŠ½ÅU╦«į┌┤╦▀Mąą╗ņ║ŽŻ¼═©▀^│┴ĄĒ╚ź│²┤¾▓┐ĘųæęĖĪ╬’┘|Ż¼ęį£p▌pī”║¾└mśŗų■╬’Ą─ø_ō¶ĪŻ
ĪĪĪĪ2.3.4 ųą£žUASB
ĪĪĪĪųą£žUASB 2ū∙Ż¼Ųõųą1ū∙│▀┤ń×ķD 14 mĪ┴14.5 mŻ¼ėąą¦╚▌Ęe1 900 m3Ż¼═Ż┴¶Ģrķg100 hŻ¼╠╝õōĘ└Ė»Ż¼Ąž╔Ž╩Į;┴Ē1ū∙│▀┤ń×ķD 16 mĪ┴16 mŻ¼ėąą¦╚▌Ęe2 700 m3Ż¼═Ż┴¶Ģrķg120 hŻ¼╠╝õōĘ└Ė»Ż¼Ąž╔Ž╩ĮĪŻ├┐ū∙ųą£žUASBųąįOėąš¶Ų¹╝ė£žŽĄĮyĪŻū„×ķČ■╝ēģÆč§╠Ä└ĒĄ─ųą£žUASB┐╔╩╣ŠC║ŽÅU╦«CODĮĄų┴1 000 mg/LęįŽ┬ĪŻ
ĪĪĪĪ2.3.5 ╦«ĮŌ╦ß╗»│ž
ĪĪĪĪ╦«ĮŌ╦ß╗»│ž1ū∙Ż¼│▀┤ń×ķ12 mĪ┴10 mĪ┴5 mŻ¼ėąą¦╚▌Ęe510 m3Ż¼═Ż┴¶Ģrķg13 hŻ¼õō╗ņĮYśŗŻ¼░ļĄžŽ┬╩ĮĪŻ╦«ĮŌ╦ß╗»│žĄ─ū„ė├╩ŪĮĄĄ═ÅU╦«BOD5/CODŻ¼×ķ║¾└m║├č§╠Ä└Ēäōįņ┴╝║├Ą─Śl╝■ĪŻ
ĪĪĪĪ2.3.6 ╔·╬’Įėė|č§╗»│ž
ĪĪĪĪ╔·╬’Įėė|č§╗»│ž1ū∙Ż¼│▀┤ń×ķ40 mĪ┴22 mĪ┴5 mŻ¼ėąą¦╚▌Ęe3 700 m3Ż¼═Ż┴¶Ģrķg93 hŻ¼õōĒ┼ĮYśŗŻ¼░ļĄžŽ┬╩ĮĪŻ╔·╬’Įėė|č§╗»│žĄ─ų„ę¬ū„ė├╩Ū▀Mę╗▓ĮĮĄĮŌģÆč§│÷╦«ųąĄ─ėąÖC╬’ĪŻ╔·╬’Įėė|č§╗»│ž▀xė├æęĖĪą═╠Ņ┴ŽŻ¼░┤│ž╚▌Ą─15%═Č╝ėĪŻ╣®č§ŽĄĮy▓╔ė├┴_┤─’LÖC(3ė├1éõ)Ż¼’L┴┐×ķ19.6 m3/minŻ¼’Lē║50 kPaĪŻ
ĪĪĪĪ2.3.7 ÜŌĖĪ│ž
ĪĪĪĪÜŌĖĪ│ž1ū∙Ż¼│▀┤ń×ķ7 mĪ┴2.6 mĪ┴2.5 mĪŻÜŌĖĪ│žĄ─ū„ė├╩Ū▀Mę╗▓Į╚ź│²ÅU╦«ųąĄ─SS║═▓╗╚▄ąįĄ─CODŻ¼┤_▒Ż│÷╦«▀_ś╦┼┼Ę┼ĪŻ
ĪĪĪĪ2.3.8 Č■│┴│ž
ĪĪĪĪČ■│┴│ž1ū∙(2Ė±)Ż¼│▀┤ń×ķ8 mĪ┴6 mĪ┴3.3 mŻ¼õōĒ┼ĮYśŗŻ¼░ļĄžŽ┬╩ĮŻ¼▒Ē├µžō║╔×ķ0.88 m3/(m3Īżh)ĪŻČ■│┴│žĄ─ų„ę¬ū„ė├╩Ū│┴ĮĄĘųļxĮėė|č§╗»│ž│÷╦«ųąĄ─║├č§╬█─ÓĪŻ
ĪĪĪĪ2.3.9 ╬█─ÓØŌ┐s│ž
ĪĪĪĪ╬█─ÓØŌ┐s│ž1ū∙Ż¼│▀┤ń×ķ3 mĪ┴3 mĪ┴4.5 mŻ¼ėąą¦╚▌Ęe36 m3Ż¼õōĒ┼ĮYśŗŻ¼░ļĄžŽ┬╩ĮĪŻ╬█─ÓØŌ┐s│žĄ─ų„ę¬╣”─▄╩Ū└¹ė├╬█─Óūį╔ĒĄ─Ž¹╗»ØŌ┐sū„ė├Ż¼ī”╬█─Ó▀Mąą£p┴┐╗»╠Ä└ĒĪŻ
ĪĪĪĪ2.3.10 Ħ╩Įē║×VÖC
ĪĪĪĪĦ╩Įē║×VÖC1┼_Ż¼ą═╠¢×ķDYQ2000-XAĪŻ╬█─ÓĮøĦ╩Įē║×VÖCē║×V├ō╦«║¾═Ō▀\ĪŻ
ĪĪĪĪ3 š{įć║═▀\ąą
ĪĪĪĪ3.1 ģÆ觎ĄĮyĄ─š{įć
ĪĪĪĪģÆ觎ĄĮyĄ─š{įćĘų×ķĖ▀£žģÆ觎¹╗»╣▐š{įć║═ųą£žģÆč§UASBš{įćĪŻ
ĪĪĪĪĖ▀£žģÆ觎¹╗»╣▐Ą─åóäėŻ║Ž“Ė▀£žģÆ觎¹╗»╣▐ųą═Č╝ė║¼╦«┬╩×ķ80%Ą─Ž¹╗»╬█─ÓŻ¼╩╣╬█─Ó┘|┴┐ØŌČ╚(ęįVSSėŗ)į┌10 kg/m3ęį╔ŽĪŻ═©▀^└õģs╦■║═š{╣Ø│žī”ŠŲŠ½ÅU╦«▀MąąĮĄ£žŻ¼ć└Ė±┐žųŲĖ▀£žģÆ觎¹╗»╣▐ā╚╦«£žį┌50~55 ĪµŻ¼Ūę▓©äėĘ∙Č╚┐žųŲį┌1~2 ĪµĪŻĘ┤æ¬Ų„åóäėļAČ╬Ż¼┐žųŲCOD╚▌Ęežō║╔×ķ0.5 kg/(m3Īżd)Ż¼▓╔ė├Ę┤æ¬Ų„│÷╦«╗“ŪÕ╦«ŽĪßī▀M╦«Ī▓2Ī│Ż¼┐žųŲ▀M╦«CODį┌3 000 mg/LęįŽ┬ĪŻ▀\ąą2ų▄║¾Ż¼ŽĄĮyCOD╚ź│²┬╩▀_90%Ż¼VFA<3 mmol/LĪŻ┤╦Ģrķ_╩╝╠ß╔²žō║╔Ż¼ęį├┐┤╬į÷╝ėCOD╚▌Ęežō║╔0.5 kg/(m3Īżd)×ķę╦ĪŻĮø▀^2éĆį┬Ą─▀\ąąŻ¼ŠŲŠ½ÅU╦«ęč╚½▓┐▀M╚ļĘ┤æ¬Ų„ųąŻ¼Ė▀£žģÆ觎¹╗»╣▐COD╚▌Ęežō║╔ęč╔²ų┴6.7 kg/(m3Īżd)Ż¼COD╚ź│²┬╩▀_93%Ż¼ų┴┤╦Ę┤æ¬Ų„│╔╣”åóäėŻ¼▀M╚ļĘĆČ©▀\ąąļAČ╬ĪŻ
ĪĪĪĪųą£žģÆč§UASBĄ─åóäėŻ║┐žųŲĘ┤æ¬Ų„ā╚╦«£ž×ķ(35Ī└2) ĪµŻ¼š{╣Ø▀M╦«pHų┴6ū¾ėęĪŻŲõ╦¹åóäėĘĮ╩Į┼cĖ▀£žģÆ觎¹╗»╣▐ŽÓ╦ŲŻ¼į┌┤╦▓╗ū÷┘ś╩÷ĪŻ
ĪĪĪĪ3.2 ģÆč§Ę┤æ¬Ų„Ą─ĘĆČ©▀\ąą
ĪĪĪĪĘĆČ©▀\ąąŲ┌ķgŻ¼ę╗ĪóČ■╝ēģÆč§╠Ä└ĒŪķørĘųäe╚ńłD 2ĪółD 3╦∙╩ŠĪŻ
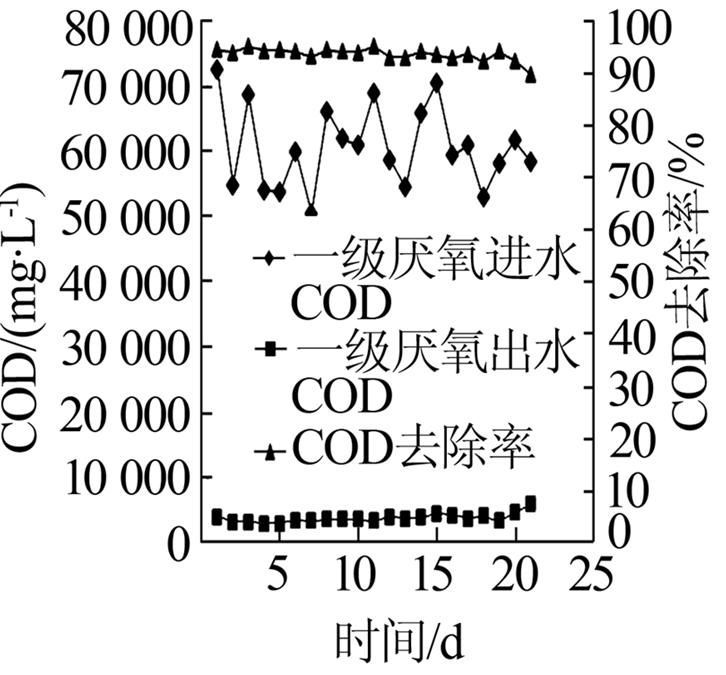
łD 2 ę╗╝ēģÆč§╠Ä└ĒĄ─▀M│÷╦«COD╝░COD╚ź│²┬╩
łD 3 Č■╝ēģÆč§╠Ä└ĒĄ─▀M│÷╦«COD╝░COD╚ź│²┬╩
ĪĪĪĪĮø▀^Į³3éĆį┬Ą─š{įćŻ¼ę╗ĪóČ■╝ēģÆč§╠Ä└ĒŽĄĮyČ╝ęč▀_ĄĮØMžō║╔▀\ąąĪŻŲõųąę╗╝ēģÆč§Ę┤æ¬Ų„COD╚▌Ęežō║╔×ķ5.5~6.7 kg/(m3Īżd)Ż¼COD╚ź│²┬╩▀_93%;Č■╝ēģÆč§Ę┤æ¬Ų„COD╚▌Ęežō║╔×ķ2~3 kg/(m3Īżd)Ż¼COD╚ź│²┬╩▀_89%ĪŻ
ĪĪĪĪ3.3 ╔·╬’Įėė|č§╗»│žĄ─š{įć
ĪĪĪĪ┼ÓŠ·▓╔ė├ūį┼ÓŠ·║═ĮėĘN┼ÓŠ·ĮY║ŽĄ─ĘĮ╩ĮĪ▓3Ī│ĪŻīóUASB│÷╦«ę²╚ļ╔·╬’Įėė|č§╗»│žųąŻ¼É×Ųž48 hĪŻÉ×ŲžĮY╩°║¾Ż¼═Č╝ė║¼╦«┬╩×ķ90%Ą─╬█─Ó30 tĪŻ×ķ£p╔┘ŲžÜŌī”╠Ņ┴Ž▒Ē├µĄ─ø_╦óŻ¼│§Ų┌▓╔ė├▌^ąĪĄ─ŲžÜŌÅŖČ╚Ż¼ęįŲžÜŌ22 hĪó│┴ĄĒ┼┼╦«2 hĘĮ╩Į▀\ąąĪ▓4Ī│Ż¼┐žųŲ╚▄ĮŌč§į┌2.0 mg/Lęį╔ŽŻ¼├┐╠ņōQ╦«1┤╬Ż¼┼┼│÷╔ŽŪÕę║Ż¼ę²╚ļUASB│÷╦«Ż¼ōQ╦«┴┐š╝╚▌ĘeĄ─20%~30%ĪŻļSų°Ę┤æ¬Ą─▀MąąŻ¼ų▓Įį÷╝ėōQ╦«┴┐Ż¼£pąĪŲžÜŌĢrķgĪŻåóäė10 d║¾Ż¼╠Ņ┴Ž▒Ē├µ’@╗ę░ū╔½ĪŻĮø▀^1éĆį┬Ą─┼ÓBŻ¼╔·╬’Įėė|č§╗»│ž╠Ņ┴Ž╔Ž│÷¼F▌^║±Ą─╔·╬’─żŻ¼│÷╦«CODį┌150 mg/LęįŽ┬ĪŻ
ĪĪĪĪ4 ╣ż│╠╠Ä└Ēą¦╣¹
ĪĪĪĪįōÅU╦«╠Ä└ĒŽĄĮyė┌2012─Ļ4į┬═Č╚ļ▀\ąąŻ¼Įø▀^4éĆį┬Ą─š{įć▀\ąą║¾Ż¼ęč▀_ĄĮįOėŗžō║╔Ż¼╠Ä└Ē│÷╦«▀_ĄĮĪČ╬█╦«ŠC║Ž┼┼Ę┼ś╦£╩ĪĘ(GB 8978Ī¬1996)Ą─ę╗╝ēś╦£╩ĪŻ╣ż│╠╠Ä└Ēą¦╣¹ęŖ▒Ē 2ĪŻŠ▀¾wģóęŖhttp://www.jianfeilema.cnĖ³ČÓŽÓĻP╝╝ąg╬─ÖnĪŻ

ĪĪĪĪ5 ╣ż│╠ą¦ęµĘų╬÷
ĪĪĪĪ╣ż│╠┐é═Č┘Y1 000╚fį¬Ż¼╠Ä└Ē╦«┴┐950 m3/dŻ¼├┐╚š╚ź│²COD┴┐×ķ20 tĪŻ╚╦╣ż┘M×ķ0.25į¬/m3Ż¼ļŖ┘M×ķ2į¬/m3Ż¼╦Ää®┘M×ķ0.08į¬/m3Ż¼ÅU╦«╠Ä└Ē┐é▀\ąą┘Mė├×ķ2.33į¬/m3ĪŻ╚š«ašėÜŌ9 000Ī½12 000 m3Ż¼šėÜŌ¤ßųĄ╝s23~27 MJ/m3Ī▓5Ī│Ż¼1 m3šėÜŌŽÓ«öė┌1 kg╚╝├║Ą─¤ßųĄŻ¼├┐ćŹ├║░┤700į¬ėŗŻ¼ät├┐╚š╣Ø╝s╚╝├║┘Mė├╝s 7 000į¬ĪŻ╣ż│╠ą¦ęµĘų╬÷ĮY╣¹▒Ē├„Ż¼įō╠Ä└ĒŽĄĮyŠ▀ėą▌^║├Ą─ŁhŠ│ą¦ęµ║═ĮøØ·ą¦ęµŻ¼Š▀ėą▌^Ė▀Ą─═ŲÅVārųĄĪ▓6Ī│ĪŻ

