ŠŲŠ½╔·«aÅU╦«╠Ä└ĒĘĮĘ©
ųąć°╬█╦«╠Ä└Ē╣ż│╠ŠW ĢrķgŻ║2015-11-17 8:44:49
╬█╦«╠Ä└Ē╝╝ąg | ģRŠ█╚½Ū“Łh▒Ż┴”┴┐Ż¼ĮĄĄ═Ų¾śIų╬╬█│╔▒Š
ĪĪĪĪļSų°╬ęć°╣żśI╗»║═│Ū╩ą╗»Ą─▓╗öÓ░lš╣Ż¼Ė▀ØŌČ╚Ą─╣żśIėąÖCÅU╦«┼┼Ę┼┴┐╚šęµį÷╝ėŻ¼Ųõī”╦«¾w╬█╚ŠĘŪ│Żć└ųžĪŻī”Ė▀ØŌČ╚ėąÖCÅU╦«Ą─╠Ä└Ēę╗░Ń▓╔ė├ģÆč§╔·╬’╠Ä└Ē╣ż╦ćĪŻģÆč§╔·╬’╠Ä└Ē╣ż╦ćÅ─ūŅ│§Ą─ģÆč§Įėė|╣ż╦ćĄĮ╔Ž┴„╩ĮģÆč§╬█─Ó┤▓Ę┤æ¬Ų„(UASB)Ż¼į┘ĄĮęįā╚裣hģÆč§Ę┤æ¬Ų„(ICģÆč§Ę┤æ¬Ų„)×ķ┤·▒ĒĄ─Ą┌3┤·ģÆč§╝╝ągŻ¼¤ošō╩Ū╠Ä└Ēą¦┬╩Ż¼▀Ć╩Ū▀\ąąžō║╔Š∙ėą┤¾Ę∙╠ßĖ▀Ż¼▒╗ÅVĘ║æ¬ė├ė┌ŲĪŠŲ╔·«aĪóįņ╝łĪó╩│ŲĘ╝ė╣żĪóÖÄ├╩╦ߥ╚ąąśIĪ▓1Ī│ĪŻ
ĪĪĪĪICģÆč§Ę┤æ¬Ų„╩Ūė╔║╔╠mPAQUES╣½╦Šė┌20╩└╝o80─Ļ┤·ųąŲ┌į┌UASB╗∙ĄA╔Žķ_░l│╔╣”Ą─Ą┌3┤·Ė▀ą¦ģÆč§Ę┤æ¬Ų„Ī▓2Ī│Ż¼Š▀ėą╚▌Ęežō║╔Ė▀Īó─▄║─Ą═Īó┐╣ø_ō¶─▄┴”ÅŖĪóįņārĄ═Īóš╝Ąž├µĘeąĪĪóĖĮ╝ėųĄĖ▀Ą╚ųTČÓā׳cĪ▓3Ī│Ż¼╩Ū─┐Ū░Ė▀ØŌČ╚ėąÖCÅU╦«ģÆč§╠Ä└ĒĄ─ų„┴„╝╝ągŻ¼┐╔ęįĘQĄ├╔Ž─┐Ū░╩└Įń╔Ž╠Ä└Ēą¦╣¹ūŅ║├Ą─ģÆč§Ę┤æ¬Ų„Ī▓4Ī│ĪŻļm╚╗ICģÆč§Ę┤æ¬Ų„ū„×ķų„┴„Ą─ģÆč§╝╝ąg×ķĖ▀ØŌČ╚ėąÖCÅU╦«Ą─╠Ä└Ēū÷│÷┴╦Š▐┤¾žĢ½IŻ¼Ą½į┌īŹļH▀\ąą▀^│╠ųą╚į╚╗┤µį┌▀\ąą▓╗ĘĆČ©Ą─å¢Ņ}Ż¼ŲõĻPµIįŁę“╩ŪĘ┤æ¬Ų„ā╚▓┐Ą─▓╝╦«▓╝ÜŌŽĄĮy┤µį┌╚▒Ž▌Ż¼ī¦ų┬Ę┤æ¬Ų„ą¦┬╩Ą═Ž┬ĪŻī”┤╦Ż¼▒Š╣½╦Šī”é„ĮyģÆč§Ę┤æ¬Ų„▓╝╦«▓╝ÜŌŽĄĮyĄ─ĻPµIįOéõ▀Mąą┴╦Ė─įņŻ¼ą╬│╔┴╦Š▀ėąūįų„ų¬ūR«aÖÓĄ─╔Žą²┴„ģÆč§Ę┤æ¬Ų„ĪŻ
ĪĪĪĪ×ķ┴╦Ė³║├Ąž┴╦ĮŌ╔Žą²┴„ģÆč§Ę┤æ¬Ų„Ą─▀\ąąąį─▄Ż¼▒Ńė┌ī”īŹļH╔·«aū„│÷ųĖī¦╝░╝╝ąg═ŲÅVŻ¼▒ŠčąŠ┐ęį░▓╗š╩Ī─│╔·╗»ėąŽ▐╣½╦ŠŠŲŠ½ÅU╦«×ķ蹊┐ī”Ž¾Ż¼čąŠ┐┴╦╔Žą²┴„ģÆč§Ę┤æ¬Ų„Ą─╠Ä└Ēą¦╣¹╝░åóäėė░Ēæę“╦žĪŻ
ĪĪĪĪ1 ▓─┴Ž┼cĘĮĘ©
ĪĪĪĪ1.1 įć“×ė├╦«
ĪĪĪĪįć“×ÅU╦«╚Īūį░▓╗š╩Ī─│╔·╗»ėąŽ▐╣½╦ŠŻ¼įōÅU╦«×ķŠŲŠ½╔·«a▀^│╠ųą«a╔·Ą─Ė▀ØŌČ╚ėąÖCÅU╦«Ż¼▓óōĮļs╔┘┴┐ÖÄ├╩╦ßÅU╦«ĪŻīó2╣╔ÅU╦«į┌š{╣Ø│žā╚▀Mąą╗ņ║ŽŻ¼ęįš{╣Ø│žā╚╗ņ║Ž│õĘųĄ─Ė▀ØŌČ╚ėąÖCÅU╦«ū„×ķįć“×ė├╦«ĪŻįć“×ė├╦«╦«┘|Ż║COD 8 000Ī½10 000 mg/LŻ¼BOD5 2 000Ī½2 500 mg/LŻ¼SS 800 mg/LŻ¼pH 4Ī½6Ż¼£žČ╚40 ĪµĪŻ
ĪĪĪĪ1.2 įć“×čbų├╝░ĘĮĘ©
ĪĪĪĪ1.2.1 įć“×╣ż╦ć┴„│╠
ĪĪĪĪįć“×╣ż╦ć┴„│╠╚ńłD 1╦∙╩ŠĪŻ

łD 1 ╣ż╦ć┴„│╠
ĪĪĪĪ▒Šįć“×ęįīŹļH╣ż│╠×ķę└═ąŻ¼īó▄ćķg╔·«a┼┼Ę┼Ą─ŠŲŠ½ÅU╦«║═ÖÄ├╩╦ßÅU╦«į┌š{╣Ø│žā╚▀Mąą╗ņ║ŽŻ¼š{ĮŌ│žėąą¦╚▌Ęe×ķ800 m3ĪŻš{╣Ø│ž│÷╦«ė╔▒├╠ß╔²▀M╚ļ╦«ĮŌ╦ß╗»│ž(ėąą¦╚▌Ęe×ķ1 600 m3)Ż¼ī”ÅU╦«▀Mąą╦«ĮŌŅA╦ß╗»ĪŻ╦«ĮŌ╦ß╗»│ž│÷╦«ė╔▒├╠ß╔²▀M╚ļ╔Žą²┴„ģÆč§Ę┤æ¬Ų„Ż¼Įø▀^ģÆč§Ę┤æ¬╠Ä└Ē║¾Ż¼┤¾▓┐ĘųėąÖC╬’▒╗▐D╗»×ķšėÜŌßīĘ┼ĪŻ╔Žą²┴„ģÆč§Ę┤æ¬Ų„│÷╦«ę╗▓┐Ęų╗ž┴„ų┴╦«ĮŌ╦ß╗»│žė├ė┌š{╣Ø▀M╦«╦«┴┐Ż¼ŲõėÓ▓┐Ęų▀M╚ļ║¾└m║├č§╠Ä└Ēå╬į¬ĪŻ
ĪĪĪĪ1.2.2 įć“×čbų├╝░ų„ę¬ģóöĄ
ĪĪĪĪ▒Šįć“ץ─ų„¾wčbų├×ķ╔Žą²┴„ģÆč§Ę┤æ¬Ų„Ż¼ų▒ÅĮ×ķ14.5 mŻ¼Ė▀×ķ22 mŻ¼ėąą¦╚▌Ęe3 500 m3Ż¼╠╝õō▓─┘|Ż¼Ųõ╗∙▒ŠĮYśŗ╚ńłD 2╦∙╩ŠĪŻ
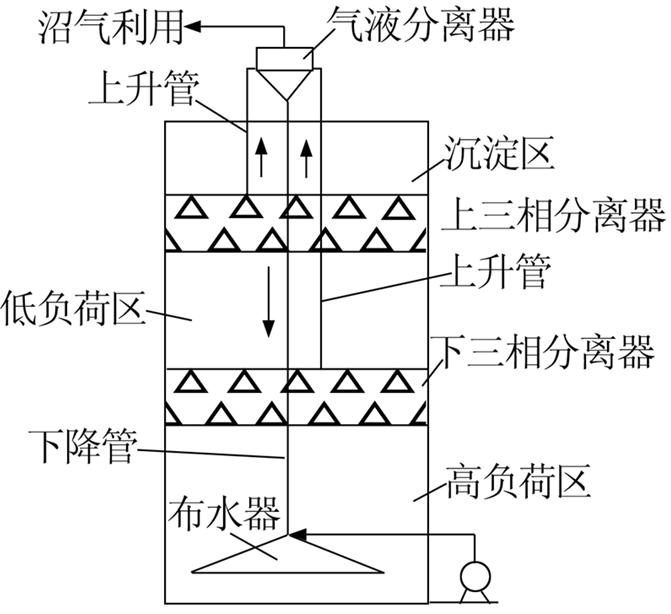
łD 2 ╔Žą²┴„ģÆč§Ę┤æ¬Ų„╗∙▒ŠĮYśŗ
ĪĪĪĪ╔Žą²┴„ģÆč§Ę┤æ¬Ų„ų„ę¬ė╔▓╝╦«Ų„Īó╠ß╔²čbų├Īó╚²ŽÓĘųļxŲ„ĪóÜŌę║ĘųļxŲ„╝░│÷╦«čbų├Ą╚ĮM│╔ĪŻŽÓī”ė┌é„ĮyĄ─ICĘ┤æ¬Ų„Ż¼╔Žą²┴„ģÆč§Ę┤欎ĄĮyųą╩╣ė├┴╦čąųŲĄ─ą┬ą═▓╝╦«Ų„Īóā×╗»║¾Ą─ā╚裣hšėÜŌ╠ß╔²ŽĄĮy║═Ė─▀Mą═╚²ŽÓĘųļxŲ„ĪŻ
ĪĪĪĪčąųŲĄ─ą┬ą═▓╝╦«Ų„▓╔ė├Ą╣ÕFą╬╔Žą²┴„▓╝╦«įOėŗŻ¼Ę┤æ¬Ų„▀M╦«čžĄ╣ÕFą╬▓╝╦«▒PŲ¼▀M╚ļ║¾ą╬│╔ą²┴„▓ó┼c╗ž┴„ę║│õĘų╗ņ║ŽŻ¼╠ßĖ▀┴╦▓╝╦«Ą─Š∙ä“Č╚;│┴Ęeį┌ÕFą╬Ąū▓┐Ą─Ė▀├▄Č╚╬█─Ó┐╔═©▀^┼┼─Ó╣▄╝░Ģr┼┼│÷Ż¼Ę└ų╣┴╦╬█─Ó│┴Ęeįņ│╔Ą─▓╝╦«╦└ģ^ĪŻ
ĪĪĪĪā╚裣hšėÜŌ╠ß╔²ŽĄĮyū÷┴╦╚ńŽ┬ā×╗»Ė─▀MŻ║į÷╝ė╠ß╔²╣▄ų▒ÅĮŻ¼Ė─ūā╠ß╔²╣▄Ęų┼õ╬╗ų├Ż¼╝ėÅŖšėÜŌ╠ß╔²╣▄į┌ÜŌ¾w╩š╝»ŽĄĮyĄ─┬±╔ŅĪŻ═©▀^ā×╗»┐╔ęį£pąĪÜŌ╦«╗ņ║Ž╬’Ą─╠ß╔²ūĶ┴”Ż¼╠ßĖ▀ÜŌ╦«╗ņ║Ž╬’Ą─╠ß╔²┴┐Ż¼Å─Č°╝ė┤¾ā╚裣h┴┐Ż¼╠ßĖ▀Ę┤æ¬Ų„Ą─╦«┴”žō║╔Ż¼┤┘▀MĖ³ėąą¦Ą─é„┘|ĪŻ
ĪĪĪĪĖ─▀Mą═╚²ŽÓĘųļxŲ„į÷╝ė┴╦╔Ž╚²ŽÓĘųļxŲ„Ė▓╔w├µĘeŻ¼Ė─ūā┴╦╚²ŽÓĘųļxŲ„ō§─Ó░ÕĮŪČ╚Ż¼į÷╝ė┴╦šėÜŌ═©Ą└╣▄ÅĮĪŻ═©▀^ā×╗»┐╔ęįį÷╝ėšėÜŌ┼c╗ņ║Žę║Įėė|├µĘeĪóšėÜŌßīĘ┼┴┐Īó╩š╝»├µĘeŻ¼╠ßĖ▀─Ó╦«ĪóÜŌ╦«Īó─ÓÜŌĄ─╚²ŽÓĘųļxą¦╣¹║═šėÜŌ╩š╝»┬╩ĪŻ
ĪĪĪĪ1.3 ĮėĘN╬█─Ó
ĪĪĪĪģÆč§Ę┤æ¬Ų„Ą─åóäė╩Ū═©▀^╬█─ÓĮėĘN║═┼ÓBŻ¼ūŅĮKīŹ¼FĖ▀žō║╔ĘĆČ©▀\ąąĄ─▀^│╠Ī▓5Ī│ĪŻ▒Šįć“×▓╔ė├ŠŲŠ½ÅU╦«ģÆč§Ņw┴Ż╬█─Óū„×ķĮėĘN╬█─ÓŻ¼╬█─ÓĮėĘN┴┐×ķ1 200 m3(TSS×ķ90 g/LŻ¼VSS×ķ63 g/L)Ż¼š╝Ę┤æ¬Ų„┐é╚▌ĘeĄ─34.3%ĪŻ
ĪĪĪĪ1.4 ŽĄĮyš{įć
ĪĪĪĪ└¹ė├¼FėąģÆč§Ę┤æ¬Ų„│÷╦«īó╔Žą²┴„ģÆč§Ę┤æ¬Ų„ūóØMŻ¼ų▒ų┴╔²£žų┴35 ĪµĪŻę“×ķ¼FėąģÆč§Ę┤æ¬Ų„│÷╦«SCOD=2 000 mg/LŻ¼ĘŪ│Ż▀m║Ž╠ßĖ▀£žČ╚±Z╗»╬█─ÓĪŻĮø▀^3 dĢrķgŻ¼Ę┤æ¬Ų„£žČ╚ė╔25 Īµ╔²ų┴35 ĪµŻ¼Ę┤æ¬Ų„ā╚ėą╔┘┴┐šėÜŌ«a╔·ĪŻ┤╦Ģrķ_╩╝▒├╚ļĖ▀ØŌČ╚ėąÖCÅU╦«Ż¼ęį5 kg/(m3Īżd)Ą─COD╚▌Ęežō║╔ķ_╩╝åóäėš{įćĪŻŽĄĮyš{įćĢrŻ¼ć└Ė±┐žųŲ▀M╦«pHį┌6.0Ī½7.5Ż¼£žČ╚į┌35Ī½40 ĪµŻ¼▓óÖz£yĖ„ĒŚ▀\ąąųĖś╦ĪŻ«ö═¼ĢrØMūŃSCOD╚ź│²┬╩>80%Īó│÷╦«VFA<600 mg/LĪó│÷╦«pH>6.8ĢrŻ¼ų▓Į╠ßĖ▀▀\ąąžō║╔▓ó▒Ż│ų▀\ąąĘĆČ©ĪŻĮø▀^35 dĄ─š{įćŻ¼ŽĄĮy▀\ąąCOD╚▌Ęežō║╔▀_ĄĮ22 kg/(m3Īżd)Ż¼SCOD╚ź│²┬╩>82%ĪŻ
ĪĪĪĪ1.5 ų„ę¬Ęų╬÷ĒŚ─┐╝░ĘĮĘ©
ĪĪĪĪų„ę¬Ęų╬÷ĒŚ─┐░³└©SCODĪóVFAĪópHĪóTSS║═VSSŻ¼Ęų╬÷ĘĮĘ©ģóššģó┐╝╬─½IĪ▓6Ī│ĪŻ
ĪĪĪĪ2 ĮY╣¹┼cĘų╬÷
ĪĪĪĪ2.1 ╬█─Ó┴┐Ą─ūā╗»
ĪĪĪĪį┌š{įć▀^│╠ųąŻ¼ī”╬█─Ó┴┐║═╬█─ÓTSSĪóVSS▀Mąą┴╦Öz£yŻ¼ĮY╣¹╚ńłD 3╦∙╩ŠĪŻ
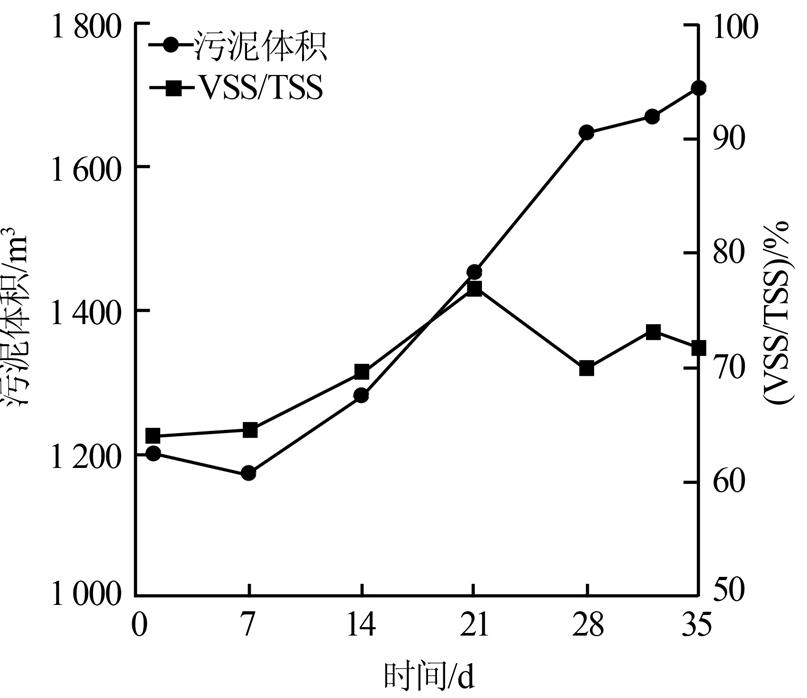
łD 3 š{įć▀^│╠ųąŅw┴Ż╬█─Ó┴┐╝░VSS/TSSĄ─ūā╗»
ĪĪĪĪÅ─łD 3┐╔ų¬Ż¼ļSų°š{įćĢrķgĄ─čėķLŻ¼Ņw┴Ż╬█─Ó¾wĘe│÷¼F┴╦Ž╚£p╔┘║¾į÷ķLĄ─┌ģä▌Ż¼╬█─ÓųąVSS/TSSųØuį÷Ė▀ų┴70%ū¾ėęŻ¼╬█─Ó╗Ņąį▒╚åóäėĢr├„’@į÷ÅŖĪŻ
ĪĪĪĪį┌±Z╗»ļAČ╬Ż¼ė╔ė┌╬█─Óī”╦«┴”žō║╔║═ŁhŠ│╔ą╬┤▀mæ¬Ż¼│÷¼F┴╦╬█─ÓŽ┤│÷Ą─¼FŽ¾Ż¼╬█─Ó┴┐ėą╦∙£p╔┘ĪŻ▀\ąąų┴Ą┌14╠ņĢrŻ¼╬█─Ó┴┐│÷¼F├„’@į÷ķLŻ¼Ūę╬█─ÓVSS/TSSė╔64%į÷╝ėų┴70%Ż¼╗Ņąį│╔Ęų▒╚└²├„’@į÷╝ėĪŻĄĮš{įć═Ļ│╔ĢrŻ¼Ņw┴Ż╬█─Ó¾wĘeį÷╝ėų┴1 710 m3Ż¼╝sš╝ģÆč§Ę┤æ¬Ų„¾wĘeĄ─49%Ż¼ęčĮøØMūŃ▀\ąą╬█─Ó┴┐ę¬Ū¾ĪŻ
ĪĪĪĪ2.2 SCOD╚ź│²Ūķør
ĪĪĪĪĮø▀^35 dĄ─š{įćŻ¼═Ļ│╔┴╦╔Žą²┴„ģÆč§Ę┤æ¬Ų„Ą─åóäėŻ¼Ų┌ķgŽĄĮy▀M│÷╦«SCODĄ─ūā╗»╚ńłD 4╦∙╩ŠĪŻ
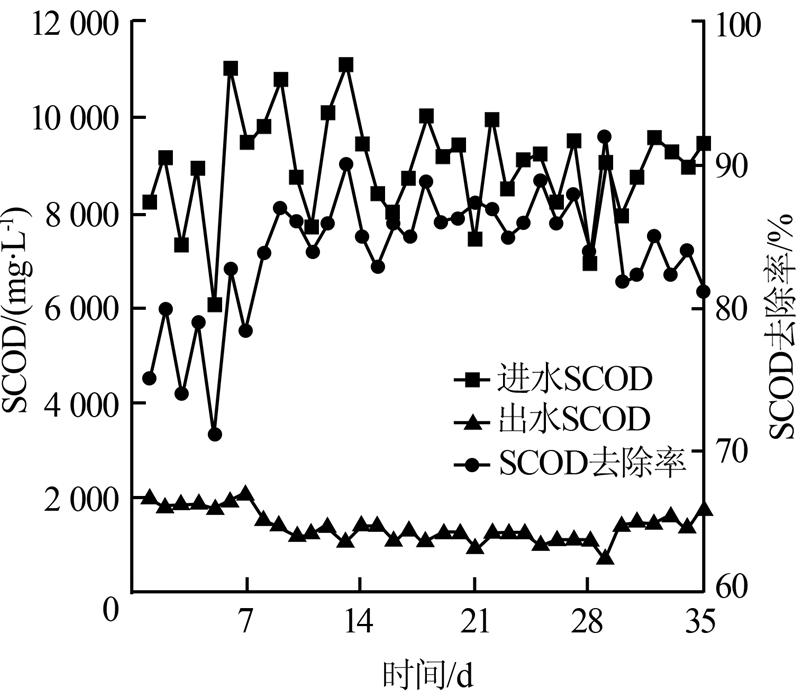
łD 4 ▀M│÷╦«SCODĄ─ūā╗»
ĪĪĪĪė╔łD 4┐╔ęį┐┤│÷Ż¼š{įć▀^│╠ųąŻ¼╔Žą²┴„ģÆč§Ę┤æ¬Ų„ī”SCOD╚ź│²ą¦╣¹├„’@Ż¼Ūęš¹éĆįć“×Ų┌ķg▀\ąą╗∙▒ŠĘĆČ©ĪŻŠŲŠ½ŠC║ŽÅU╦«Ą─SCODę╗░Ńį┌8 000Ī½10 000 mg/LŻ¼Š∙ųĄ×ķ8 946 mg/LŻ¼Įø▀^╔Žą²┴„ģÆč§Ę┤æ¬Ų„╠Ä└Ē║¾Ż¼│÷╦«SCODį┌1 412 mg/LŻ¼SCOD╚ź│²┬╩Š∙ųĄ×ķ84%ĪŻ
ĪĪĪĪ2.3 ╚▌Ęežō║╔ī”SCOD╚ź│²┬╩Ą─ė░Ēæ
ĪĪĪĪš{įć▀^│╠ųąŻ¼░l¼FSCOD╚ź│²┬╩┼c╚▌Ęežō║╔ėą║▄┤¾ĻPŽĄŻ¼╚ńłD 5╦∙╩ŠĪŻ
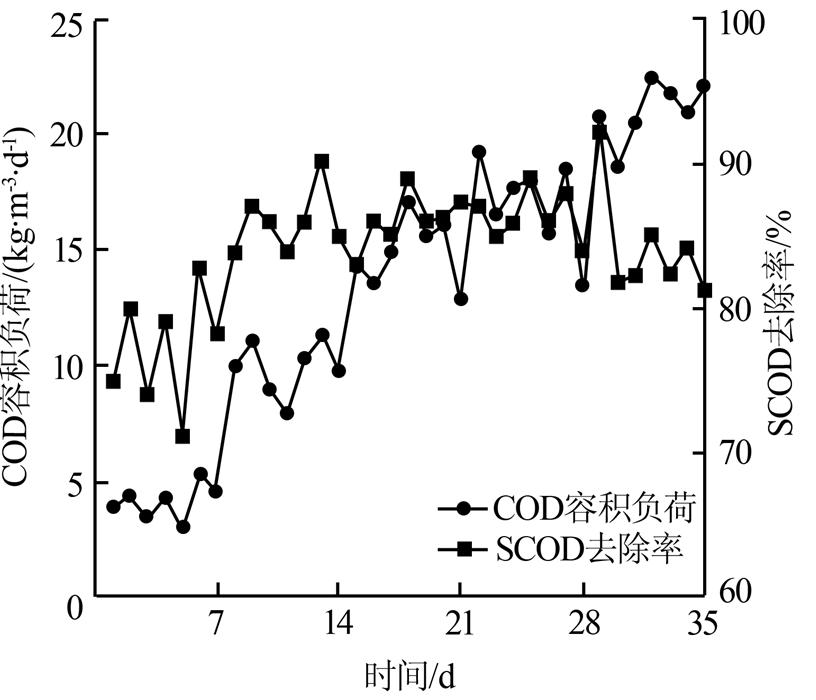
łD 5 ╚▌Ęežō║╔ī”SCOD╚ź│²┬╩Ą─ė░Ēæ
ĪĪĪĪė╔łD 5┐╔ų¬Ż¼COD╚▌Ęežō║╔Ą─╠ßĖ▀Ęų4éĆļAČ╬Ż¼Ą┌1Ī¬7╠ņ×ķåóäė±Z╗»ļAČ╬Ż¼COD╚▌Ęežō║╔Š∙ųĄ×ķ4 kg/(m3Īżd)Ż¼SCOD╚ź│²┬╩Š∙ųĄ×ķ77%Ż¼Ą═ė┌80%Ż¼Ūę▓©äė▌^┤¾Ż¼▀@┼cŅw┴Ż╬█─Ó╔ą╬┤▀mæ¬ą┬ŁhŠ│Ż¼╗Ņąį▌^Ą═ėąĻPĪŻĄ┌8Ī¬14╠ņ×ķ╗ųÅ═ļAČ╬Ż¼┤╦Ģr╬█─Ó╗ŅąįęčĮø╗∙▒Š╗ųÅ═Ż¼COD╚▌Ęežō║╔Š∙ųĄ×ķ10 kg/(m3Īżd)Ż¼SCOD╚ź│²┬╩Š∙ųĄ╠ßĖ▀ų┴86%Ż¼┤╦ļAČ╬▀\ąąĮY╩°ĢrŻ¼Ņw┴Ż╬█─ÓęčĮø═Ļ╚½▀mæ¬ą┬Ą─ŁhŠ│Ż¼ķ_╩╝ėąą┬Ą─Ņw┴Ż╬█─Óą╬│╔ĪŻĄ┌15Ī¬28╠ņ×ķžō║╔╠ßĖ▀ļAČ╬Ż¼į┌┤╦ļAČ╬Ż¼╬█─Ó╗ŅąįĘŪ│ŻÅŖŻ¼╬ó╔·╬’į÷ķLčĖ╦┘Ż¼ėą┤¾┴┐ą┬╔·Ņw┴Ż╬█─Óą╬│╔Ż¼COD╚▌Ęežō║╔ų▓Į╠ßĖ▀ų┴16 kg/(m3Īżd)Ż¼SCOD╚ź│²┬╩Š∙ųĄ×ķ86%ĪŻĄ┌29Ī¬35╠ņ×ķ▀_ś╦▀\ąąļAČ╬Ż¼COD╚▌Ęežō║╔Š∙ųĄ╠ßĖ▀ų┴21 kg/(m3Īżd)Ż¼į┌įōļAČ╬Ż¼SCOD╚ź│²┬╩Š∙ųĄ×ķ84%Ż¼ļm╚╗ėą╦∙ĮĄĄ═Ż¼Ą½╩Ū▀_ĄĮ┴╦įOėŗųĖś╦Ż¼Ūę╚ź│²┬╩öĄō■▓©äė▓╗┤¾Ż¼▀\ąąĘĆČ©ĪŻ
ĪĪĪĪ2.4 ╬█─Óžō║╔ī”SCOD╚ź│²┬╩Ą─ė░Ēæ
ĪĪĪĪŽÓĻP蹊┐▒Ē├„Ż¼╬█─Óžō║╔ī”SCOD╚ź│²┬╩ėą├„’@ė░ĒæĪŻš{įć▀^│╠ųąŻ¼═©▀^Ęų╬÷▓╗═¼╬█─Óžō║╔Ž┬Ą─SCOD╚ź│²┬╩░l¼FŻ¼«öCOD╬█─Óžō║╔(ęįVSSėŗŻ¼Ž┬═¼)▓╗│¼▀^0.55 kg/(kgĪżd)ĢrŻ¼SCOD╚ź│²┬╩▌^Ė▀Ż¼ęŖłD 6ĪŻ
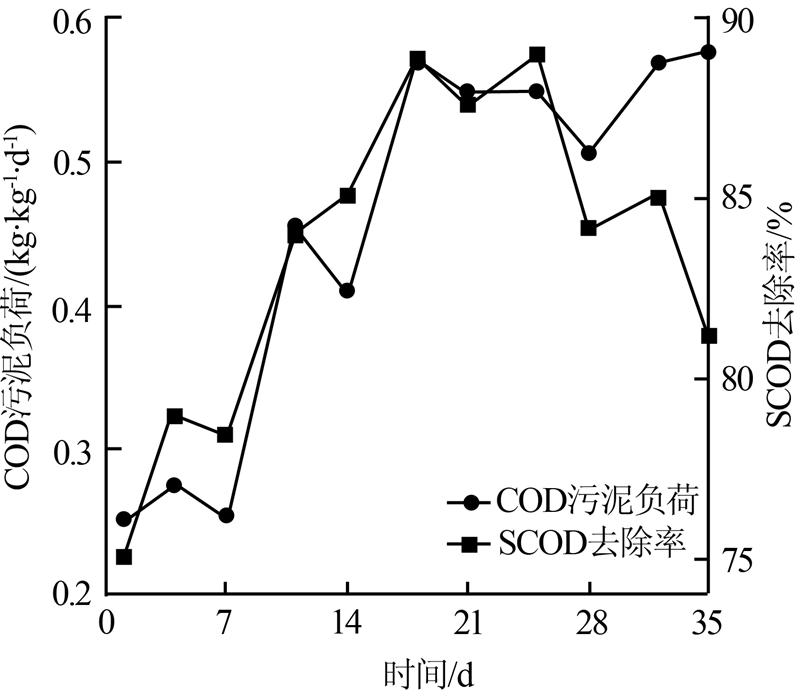
łD 6 ╬█─Óžō║╔ī”SCOD╚ź│²┬╩Ą─ė░Ēæ
ĪĪĪĪÅ─łD 6┐╔ęį┐┤│÷Ż¼åóäėļAČ╬ļm╚╗COD╬█─Óžō║╔▌^Ą═Ż¼Ą½╩ŪSCOD╚ź│²┬╩▓ó▓╗╩Ū║▄Ė▀Ż¼▀@┼c╬█─Ó╗ŅąįĄ═Ż¼╔ą╬┤▀mæ¬ą┬Ą─ŁhŠ│ėąĻPŻ¼┤╦ļAČ╬╚ń╣¹COD╬█─Óžō║╔▌^Ė▀Ż¼╚▌ęūįņ│╔SCOD╚ź│²┬╩├„’@ĮĄĄ═Ż¼Å─Č°ī¦ų┬Ę┤æ¬Ų„åóäė╩¦öĪĪŻ═Ļ│╔åóäė║¾Ż¼COD╬█─Óžō║╔╠ßĖ▀ų┴0.5Ī½0.55 kg/(kgĪżd)Ż¼ļSų°╬█─Ó╗ŅąįĄ─į÷╝ėŻ¼SCOD╚ź│²┬╩▀_ĄĮ86%Ż¼Č°«öCOD╬█─Óžō║╔>0.55 kg/(kgĪżd)ĢrŻ¼SCOD╚ź│²┬╩čĖ╦┘ĮĄų┴84%ĪŻ
ĪĪĪĪ2.5 ╚▌Ęežō║╔ī”│÷╦«VFAĄ─ė░Ēæ
ĪĪĪĪVFA╩ŪģÆ觎¹╗»▀^│╠ųąėąÖC╬’ĮĄĮŌĄ─ųąķg«a╬’Ż¼ėąÖC╬’Įø╦«ĮŌĘ┤æ¬║¾«a╔·VFAŻ¼«a╝ū═ķŠ·└¹ė├VFA«a╔·╝ū═ķĪŻ╦∙ęįŻ¼VFAį┌ģÆč§Ę┤æ¬Ų„ųąĄ─ūā╗»─▄Ę┤ė││÷«a╝ū═ķŠ·Ą─╗ŅąįĀŅæBĪŻįć“×▀^│╠ųąī”╔Žą²┴„ģÆč§Ę┤æ¬Ų„ųąVFAĄ─ūā╗»▀Mąą┴╦▀B└m▒O£yŻ¼░l¼FVFAĄ─▓©äė┼c▀\ąą╚▌Ęežō║╔ėą├▄ŪąĻPŽĄŻ¼╚ńłD 7╦∙╩ŠĪŻ
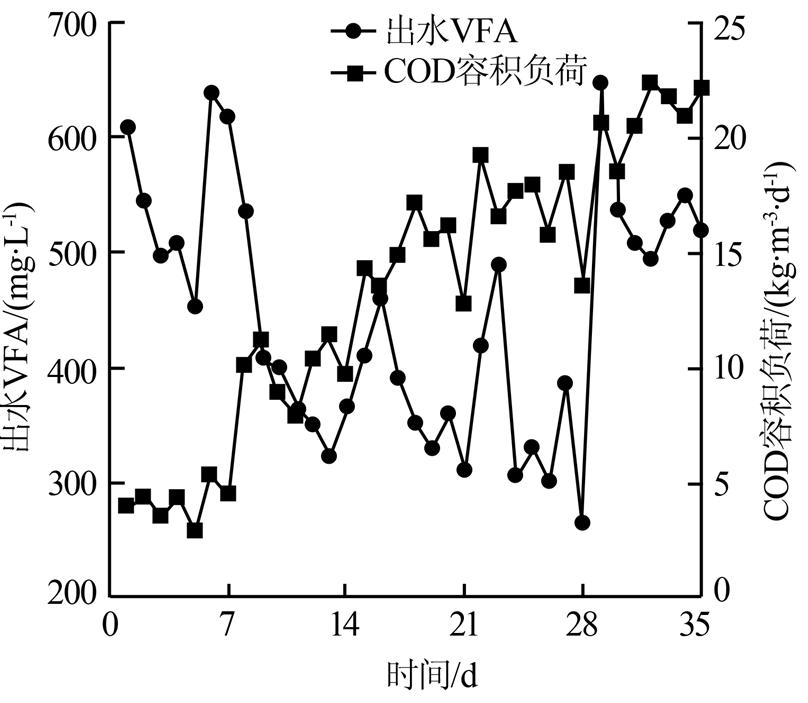
łD 7 ╚▌Ęežō║╔ī”│÷╦«VFAĄ─ė░Ēæ
ĪĪĪĪĖ∙ō■ėąĻP蹊┐Ż¼«ö│÷╦«VFA<300 mg/LĢrŻ¼▒Ē├„ģÆč§Ę┤æ¬Ų„▀\ąąą¦╣¹ĘŪ│Ż║├Ī▓7Ī│Ż¼Č°Ė∙ō■īŹļH╣ż│╠Įø“ׯ¼╔Žą²┴„ģÆč§Ę┤æ¬Ų„│÷╦«VFA<600 mg/LŪę▒Ż│ųĘĆČ©Ż¼╝┤▒Ē├„ŽĄĮy▀\ąąš²│ŻĪŻÅ─łD 7┐╔ęį┐┤│÷Ż¼į┌š{įć▀^│╠ųąŻ¼ļSų°COD╚▌Ęežō║╔Ą─į÷╝ėŻ¼│÷╦«VFA│÷¼F┴╦Ž╚Ė▀║¾Ą═į┘Ė▀Ą─┌ģä▌Ż¼ūŅĖ▀▓╗│¼▀^650 mg/LŻ¼ŪęĖĪäėĘČć·ĘĆČ©Ż¼šf├„╔Žą²┴„ģÆč§Ę┤æ¬Ų„▀\ąą▒╚▌^ĘĆČ©ĪŻį┌åóäė±Z╗»ļAČ╬Ż¼ė╔ė┌╬█─Ó╗Ņąį╔ą╬┤═Ļ╚½╗ųÅ═Ż¼│÷╦«VFA▀_ĄĮ┴╦500 mg/LĪŻļSų°╬█─Ó╗Ņąį╗ųÅ═║═╬█─Ó┴┐Ą─į÷╝ėŻ¼«öCOD╚▌Ęežō║╔×ķ10Ī½17 kg/(m3Īżd)ĢrŻ¼│÷╦«VFAĘĆČ©į┌400 mg/Lū¾ėęŻ¼▒Ē├„Ę┤æ¬Ų„▀\ąąą¦╣¹▒╚▌^║├ĪŻ«öCOD╚▌Ęežō║╔╠ßĖ▀ų┴20 kg/(m3Īżd)ęį╔Ž║¾Ż¼│÷╦«VFAį÷╝ėĄĮ500 mg/Lęį╔ŽŻ¼│÷╦«VFA▒Ż│ųĘĆČ©Ż¼ø]ėą│÷¼F╦ß└█Ęe¼FŽ¾ĪŻ
ĪĪĪĪš{įć▀\ąąĄ─Ą┌23╠ņ║═Ą┌29╠ņŻ¼│÷¼F│÷╦«VFAčĖ╦┘╔²Ė▀Ą─ŪķørŻ¼╩Ūė╔ė┌▀M╦«╦«┘|▓©äė▌^┤¾Ż¼▀M╦«COD═╗╚╗į÷╝ėįņ│╔Ą─Ż¼«ö╦«┘|ŲĮĘĆ║¾Ż¼VFA║▄┐ņŠ═╗ųÅ═ĘĆČ©Ż¼▀@ę▓šf├„╔Žą²┴„ģÆč§Ę┤æ¬Ų„ėą▌^ÅŖĄ──═žō║╔ø_ō¶─▄┴”ĪŻŠ▀¾wģóęŖhttp://www.jianfeilema.cnĖ³ČÓŽÓĻP╝╝ąg╬─ÖnĪŻ
ĪĪĪĪ3 ĮYšō
ĪĪĪĪ═©▀^▒Šįć“×蹊┐ĮY╣¹┐╔ęį┐┤│÷Ż¼ęįŅw┴Ż╬█─Ó×ķĮėĘN╬█─ÓŻ¼▓╔ė├╔Žą²┴„ģÆč§Ę┤æ¬Ų„╠Ä└ĒŠŲŠ½ŠC║ŽÅU╦«Ż¼┐╔ęįīŹ¼FģÆč§Ę┤æ¬Ų„Ą─┐ņ╦┘åóäėĪŻ
ĪĪĪĪ(1)š{įć▀^│╠ųąŻ¼Ņw┴Ż╬█─Ó¾wĘe│÷¼F┴╦Ž╚£p╔┘║¾į÷ķLĄ─┌ģä▌Ż¼Ūę╬█─ÓųąVSS▒╚└²ųØuį÷Ė▀Ż¼╬█─Ó╗ŅąįųØuįĮÅŖĪŻĄĮš{įć═Ļ│╔ĢrŻ¼Ņw┴Ż╬█─Ó¾wĘeį÷╝ėų┴1 710 m3Ż¼╝sš╝ģÆč§Ę┤æ¬Ų„¾wĘeĄ─49%Ż¼ØMūŃ▀\ąą╬█─Ó┴┐ę¬Ū¾ĪŻ
ĪĪĪĪ(2)╔Žą²┴„ģÆč§Ę┤æ¬Ų„ī”SCOD╚ź│²ą¦╣¹├„’@Ż¼Ūęš¹éĆįć“×Ų┌ķg▀\ąą╗∙▒ŠĘĆČ©ĪŻĮø▀^╔Žą²┴„ģÆč§Ę┤æ¬Ų„╠Ä└Ē║¾Ż¼ŠŲŠ½ŠC║ŽÅU╦«Ą─SCOD╚ź│²┬╩Š∙ųĄ×ķ84%ĪŻ
ĪĪĪĪ(3)═©▀^Ęų╬÷▓╗═¼╚▌Ęežō║╔Ž┬Ą─SCOD╚ź│²┬╩░l¼FŻ¼ĘĆČ©▀\ąąļAČ╬Ż¼COD╚▌Ęežō║╔╠ßĖ▀ĄĮ20kg/(m3Īżd)ęį╔ŽĢrŻ¼SCOD╚ź│²┬╩×ķ84%Ż¼ļm╚╗▌^žō║╔╠ßĖ▀ļAČ╬Ą─SCOD╚ź│²┬╩ėą╦∙ĮĄĄ═Ż¼Ą½╩Ū▀_ĄĮ┴╦įOėŗųĖś╦Ż¼Ūę▀\ąąĘĆČ©ĪŻ
ĪĪĪĪ(4)š{įć▀^│╠ųąŻ¼═©▀^Ęų╬÷▓╗═¼╬█─Óžō║╔Ž┬Ą─SCOD╚ź│²┬╩░l¼FŻ¼«öCOD╬█─Óžō║╔▓╗│¼▀^0.55 kg/(kgĪżd)ĢrŻ¼SCOD╚ź│²┬╩▌^Ė▀Ż¼SCOD╚ź│²┬╩┐╔▀_86%ĪŻ
ĪĪĪĪ(5)╔Žą²┴„ģÆč§Ę┤æ¬Ų„│÷╦«VFA┼c╚▌Ęežō║╔ėą├▄Ūą┬ōŽĄŻ¼«öCOD╚▌Ęežō║╔▀_ĄĮ20 kg/(m3Īżd)ĢrŻ¼│÷╦«VFAį÷╝ėĄĮ500 mg/Lęį╔ŽŻ¼Ą½ŽĄĮy▀\ąąĘĆČ©Ż¼ø]ėą│÷¼F╦ß└█Ęe¼FŽ¾ĪŻ

