ų¼ŅÉ╔·«aÅU╦«╠Ä└Ē╣ż╦ć
ųąć°╬█╦«╠Ä└Ē╣ż│╠ŠW ĢrķgŻ║2015-2-9 14:27:20
╬█╦«╠Ä└Ē╝╝ąg | ģRŠ█╚½Ū“Łh▒Ż┴”┴┐Ż¼ĮĄĄ═Ų¾śIų╬╬█│╔▒Š
ģÆč§╬█─Ó┼“├ø┤▓Ż©EGSBŻ®Ę┤æ¬Ų„Īó─ż╔·╬’Ę┤æ¬Ų„Ż©MBRŻ®╩Ūį┌ÅU╦«╠Ä└Ē╣ż│╠ųąæ¬ė├▌^│╔╩ņĄ─╠Ä└ĒĘĮĘ©Ż¼īóā╔ĘNĘ┤æ¬Ų„ėąÖC┬ō║Ž╠Ä└ĒĖ▀ØŌČ╚ĪóĄ═╔·╗»ąįĪóŠ▀ėąąąśI╠ž³cĄ─ų¼ŅÉ╔·«aÅU╦«Ż¼╩Ū╠Ä└ĒĖ▀ØŌČ╚ÅU╦«Ą─└ĒŽļ╝╝ągĪŻ
1 įŁėąÅU╦«╠Ä└ĒŽĄĮyĀŅør
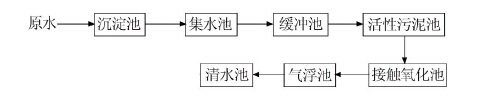
¤oÕa─│╩│ŲĘŲ¾śIŻ¼╩Ūę╗╝ę╔·«a╩│ŲĘ╝ēŠ█┤ū╦ßęꎮ§źĄ─╔·«aÅS╝ęĪŻįōŲ¾śIįńį┌2000─Ļ═Č«aĢr╝┤åóäė┴╦ÅU╦«╠Ä└ĒŽĄĮyŻ¼Ųõ╣ż╦ć┴„│╠╚ńłD 1╦∙╩ŠĪŻ
ļSų°įōŲ¾śIįŁėą╦«╠Ä└ĒįOéõĄ─ķLŲ┌╩╣ė├Ż¼╔·«aųą└õģsŽĄĮy└õģsą¦┬╩ųØuĮĄĄ═Ż¼ī¦ų┬╔·«aÅU╦«ųą╬█╚Š╬’Ą─ØŌČ╚ų▓Į╔²Ė▀Ż¼įŁėąĄ─ÅU╦«╠Ä└ĒŽĄĮy│÷╦«ęčļyęį▀M╚ļĄĮ└õģs╦■ųą╩╣ė├Ż¼ų┬╩╣Ų¾śI▓╗Ą├▓╗īŹ╩®═Ż«aš¹ŅDĪŻ×ķ┴╦▒▄├Ō│÷¼F╔Ž╩÷ĀŅørŻ¼Ų¾śIøQČ©ī”ÅU╦«╠Ä└ĒŽĄĮy▀Mąą╔²╝ēĖ─įņŻ¼įOėŗ╠Ä└Ē║¾Ą─ÅU╦«▀_ĄĮĪČ╬█╦«ŠC║Ž┼┼Ę┼ś╦£╩ĪĘ(GB 8978Ī¬1996)Ą─ę╗╝ēś╦£╩ĪŻ
2 įŁėąÅU╦«╠Ä└ĒŽĄĮyĖ─įņ
2.1 įOėŗ╦«┴┐╝░╦«┘|
▀M╦«╦«┘|×ķÅSĘĮ╠ß╣®Ż¼│÷╦«╦«┘|ł╠ąąĪČ╬█╦« ŠC║Ž┼┼Ę┼ś╦£╩ĪĘŻ©GB 8978Ī¬1996Ż®ę╗╝ēś╦£╩ĪŻĖ─įņ╣ż│╠įOėŗ╠Ä└Ē─▄┴”×ķ25 m3/dĪŻįOėŗ▀MĪó│÷╦«╦«┘|╚ń▒Ē 1 ╦∙╩ŠĪŻ
| ųĖś╦├¹ĘQ | pH | COD/Ż©mgĪżL -1 Ż® | BOD 5 /Ż©mgĪżL -1 Ż® | SS/Ż©mgĪżL -1 Ż® | ╔½Č╚/▒Č |
| ▀M╦«╦«┘| | 4~6 | Ī▄15000 | Ī▄600 | Ī▄500 | Ī▄400 |
| │÷╦«╦«┘| | 6~9 | Ī▄100 | 25 | 70 | 50 |
2.2 ╣ż╦ć┴„│╠
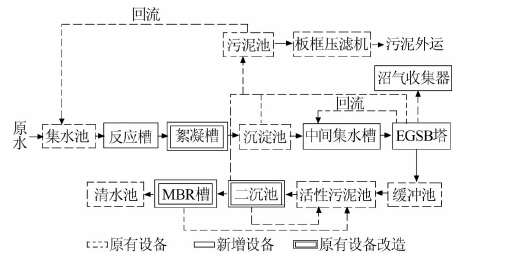
═©▀^īŹĄž┐╝▓ņŻ¼ĮøĖ„ĘN╣ż╦ćī”▒╚ĪóšJšµčąŠ┐ĪóŠC║ŽĘų╬÷Ż©░³└©š╝ĄžĪóįOéõ┘Mė├╝░┼cįŁėąįOéõ┼õ╠ūĄ╚Ż®ĪŻūŅĮK┤_Č©▓╔ė├EGSB/MBR×ķų„¾wĄ─╣ż╦ć╠Ä└ĒįōŲ¾śIĄ─╔·«aÅU╦«ĪŻĖ─įņ║¾╦«╠Ä└Ē╣ż╦ć┴„│╠╚ńłD 2╦∙╩ŠĪŻ
3 Ė─įņų„ę¬įOéõŪÕå╬
Ė─įņų„ę¬įOéõŪÕå╬╚ń▒Ē 2╦∙╩ŠĪŻ
| ą“╠¢ | įOéõ | ęÄĖ±ą═╠¢ | öĄ┴┐ | éõūó |
| 1 | Ę┤æ¬▓█ | 1000mmĪ┴1000mmĪ┴1000mm | 1┼_ | õōųŲ+FRP |
| 2 | Ę┤æ¬▓█öć░ĶÖC | 80r/min;1.5kW | 1╠ū | SUS304 |
| 3 | ─²Š█▓█öć░ĶÖC | 60r/min;1.5kW | 1╠ū | SUS304 |
| 4 | │┴ĄĒ▓█ī¦┴„═▓ | 1┼_ | õōųŲ+Ę└Ė» | |
| 5 | ųąķg╝»╦«▓█ | 3m 3 | 1┼_ | ╠ž╝ēPE |
| 6 | ųąķg╝»╦«▓█ę║╬╗ėŗ | L=2500mm | 1╠ū | PP |
| 7 | ŲžÜŌŽĄĮy | D1800mm | 1╠ū | UPVC |
| 8 | ųąķg╝»╦«▓█▌ö╦═▒├ | Q=5m 3 /h;H=45m | 2┼_ | |
| 9 | EGSBģÆč§╦■ | D2400mmĪ┴10500mm | 1╠ū | õōųŲ+Ę└Ė»║¼1╠ū╚²ŽÓĘųļxŲ„ŽĄĮyŻ¼1╠ū▓╗õPõō▓╝╦«▓█Ż¼1╠ūšėÜŌ╩š╝»Ų„ |
| 10 | MBR│ž─żĮM╝■ | Q=30m 3 /d | 1╠ū | |
| 11 | MBR▌ö╦═▒├ | Q=5m 3 /h;H=20m | 2┼_ | SUS304 1 éõ1ė├ |
| 12 | MBR│ž╬█─Ó▒├ | Q=5m 3 /h;H=50m | 1┼_ | |
| 13 | PACėŗ┴┐▒├ | 1┼_ | PVC | |
| 14 | PAM╚▄╦Ä▓█ | 1m 3 | 1╠ū | ╠╝õō+Ę└Ė» |
| 15 | PAM╚▄ę║▓█öć░ĶÖC | 35r/min | 1┼_ | SUS304 |
| 16 | PAMėŗ┴┐▒├ | 1┼_ | PVC |
4 ╣ż│╠▀\ąąŪķør
įō╣ż│╠ė┌2010─Ļ4į┬│§═Č╚ļ▀\ąąŻ¼īŹļH▀\ąąą¦╣¹┴╝║├ĪŻ2010─Ļ5į┬ųąč«Ż¼Łh▒Ż▓┐ķTī”Ė„╣żČ╬│÷╦«╚Īśė▒O£yŻ¼ĮY╣¹╚ń▒Ē 3╦∙╩ŠĪŻ
| ųĖś╦ | COD/Ż©mgĪżL -1 Ż® | BOD 5 /Ż©mgĪżL -1 Ż® | SS/Ż©mgĪżL -1 Ż® | ╔½Č╚/▒Č |
| įŁ╦« | 8216.34 | 557.16 | 418.2 | 205 |
| EGSB╦■│÷╦« | 1426.24 | 83.45 | 241.22 | 146.99 |
| ╗Ņąį╬█─Ó│ž│÷╦« | 517.76 | 34.35 | 120.18 | 58.82 |
| MBR ▓█│÷╦« | 95.81 | 17.98 | 7.56 | 14.44 |
| ŪÕ╦«│ž│÷╦« | 92.85 | 16.63 | 6.32 | 13.71 |
ī”2010─Ļ6į┬ų┴2011─Ļ5į┬Ą─│÷╦«CODŪķør▀Mąą▒O£yŻ©├┐éĆį┬öĄō■ė╔į┬│§Īóį┬ųąĪóį┬─®╚²┤╬╚ĪŲĮŠ∙ųĄŻ®Ż¼ĮY╣¹╚ńłD 3╦∙╩ŠĪŻ

ė╔▒Ē 3ĪółD 3┐╔ęŖŻ¼▓╔ė├EGSB/MBR╣ż╦ć▀MąąĖ─įņĄ─╣ż│╠Ż¼īŹļH▀\ąąą¦╣¹▀_ĄĮ┴╦įOėŗ│§Ų┌Ą─ę¬Ū¾Ż¼│÷╦«CODĪ▄100 mg/LĪóBOD5Ī▄25 mg/LĪóSSĪ▄70 mg/LĪó╔½Č╚Ī▄40 ▒ČĪŻūįŽĄĮyš²│Ż▀\ąąęįüĒŻ¼▀\ąąą¦╣¹ĘĆČ©ĪŻį┌▀M╦«žō║╔┼╝Ā¢į÷┤¾Ą─ŪķørŽ┬Ż¼▄ćķg╚╦åT═©▀^š{š¹▓┘ū„Ż¼╚į┐╔╩╣│÷╦«╦«┘|║ŽĖ±ĪŻŠ▀¾wģóęŖhttp://www.jianfeilema.cnĖ³ČÓŽÓĻP╝╝ąg╬─ÖnĪŻ
5 ╝╝ągĮøØ·Ęų╬÷
Ė─įņ╣ż│╠┐é═Č┘Y390.37╚fį¬Ż¼ŲõųąįOéõĪóįOėŗ╝░░▓čb═Č┘Y297.92╚fį¬Ż¼═┴Į©═Č┘Y92.45 ╚fĪŻļŖ┘MŻ¼ęįå╬ār0.7į¬/Ż©kWĪżhŻ®ėŗ╦ŃŻ¼ą┬į÷įOéõ╣”┬╩10.70 kWĪżhŻ¼╣żū„Ģrķgęį16 h/dėŗŻ¼ė├ļŖ┴┐171.2 Ż©kWĪżhŻ®/dŻ¼┐éėŗ119.84į¬/dŻ¼╦Ää®┘M5.36į¬/dŻ¼ÅU╦«╠Ä└ĒšŠė╔įŁėą▓┘ū„╚╦åT╣▄└ĒŻ¼▓╗ąĶį÷╝ė╚╦åT┘Mė├ĪŻ▀\ąą┘Mė├╣▓ėŗ×ķ125.20į¬/dŻ¼║Žėŗ5.008į¬/m3ĪŻ
6 ĮYšō
╣ż│╠Ė─įņ║¾═Č╚ļ╩╣ė├Ż¼Ė„ĒŚ│÷╦«ųĖś╦Š∙▀_ĄĮįOėŗę¬Ū¾ĪŻį┌Į³ę╗─ĻĄ─╔·«a▀\ąąųąŻ¼╗žė├╦«┘|ĘĆČ©ĪóŽĄĮy▀\ąąš²│ŻĪóą¦╣¹’@ų°ĪŻ┐╦Ę■┴╦¼Fł÷├µĘeĄ─Ž▐ųŲŻ¼Ė─įņ║¾Ą─╦«╠Ä└ĒįO╩®▓╝ŠųŠo£ÉĪó║Ž└ĒĪóš¹²R├└ė^Ż¼ī”ė┌Į±║¾ßśī”Ė▀ØŌČ╚Ą─ėąÖCų¼ŅÉ╔·«aÅU╦«Ą─╠Ä└ĒŽĄĮyĖ─įņėąę╗Č©Ą─ĮĶĶbęŌ┴xĪŻ

