Õāõ\ŠĆ裣h╦«╠Ä└Ē
ųąć°╬█╦«╠Ä└Ē╣ż│╠ŠW ĢrķgŻ║2015-7-18 8:53:18
╬█╦«╠Ä└Ē╝╝ąg | ģRŠ█╚½Ū“Łh▒Ż┴”┴┐Ż¼ĮĄĄ═Ų¾śIų╬╬█│╔▒Š
ĪĪĪĪ└õ▄łĢrõōĦ▒Ē├µĢ■š│ėąė═╬█║═║¼ėąĶFĘ█─®Ą─į³ūęŻ¼į┌▀M╚ļÕāõ\ŠĆ║═▀B└m═╦╗ŠĆĄ─═╦╗Ātų«Ū░ąĶŽ╚Įø▀^ēAŽ┤▓█Ž┤╚źõōĦ▒Ē├µĄ─ė═╬█║═į³ūęŻ¼į┘Įø▀^╦óŽ┤▓█╦óŽ┤ĪŻõōĦį┌╦óŽ┤ĢrŻ¼ĖĮį┌õōĦ▒Ē├µĄ─ĶFĘ█─®║═ēAŽ┤╚▄ę║▒╗╦óļxõōĦŻ¼▀M╚ļ╦óŽ┤▓█ĪŻõōĦį┌└õ▄łĢrąĶę¬ī”▄ł▌ü▒Ē├µ▀Mąą└õģsŻ¼▄łųŲ▀^│╠ųą«a╔·Ą─┤¾┴┐ĶFĘ█─®ļS└õģsę║┴„╗žčŁŁh╣▐ĪŻŪÕŽ┤ę║║═└õģsę║ę¬čŁŁh╩╣ė├Š═▒žĒÜ╚ź│²ŲõųąĄ─ĶFĘ█─®ĪŻ─┐Ū░ć°ā╚▀Ćø]ėą─▄ķLĢrķg╩╣ė├Ūę╩╣ė├ą¦╣¹║├Ą─īŻśI│²ĶFįOéõŻ¼ų„ę¬┐┐▀M┐┌Ą┬ć°╗“╚š▒ŠĄ─┤┼▀xÖCĪŻČ°▀M┐┌įOéõārĖ±Ė▀Ż¼ŠSūo┘Mė├ę▓║▄Ė▀Ż¼Ūęéõ╝■Ą─ųŲéõų▄Ų┌ķLĪŻ╣Pš▀čąųŲ┴╦ę╗ĘNĖ▀ąį─▄Ą═│╔▒ŠĄ──µ┴„╩ĮĶFĘ█─®┤┼▀xÖCŻ¼ĮøīŹļH╩╣ė├Ż¼įō┤┼▀xÖC│²ĶF┬╩Ė▀▀_98.7%Ż¼│¼▀^Ą┬ć°┤┼░¶╩ĮĶFĘ█─®┤┼▀xÖC94%Ą─│²ĶFą¦╣¹ĪŻ┴Ē═ŌŻ¼▀Ć┐╔ęįĖ∙ō■╩╣ė├ąĶ꬯¼═©▀^å╬¬Ü╠ßĖ▀ė└┤┼¾wĄ─┤┼Ėąæ¬ÅŖČ╚▀Mę╗▓Į╠ßĖ▀│²ĶF┬╩Ż¼▀@ĘNĘĮĘ©Ę¹║Ž┤┼▀xÖCŽ“Ė▀╠▌Č╚ĘĮŽ“░lš╣Ą─┌ģä▌ĪŻ
ĪĪĪĪ1 įOéõĄ─ĮYśŗ
ĪĪĪĪ─µ┴„╩ĮĶFĘ█─®┤┼▀xÖCĮYśŗęŖłD 1ĪŻ
ĪĪĪĪłD 1 ─µ┴„╩ĮĶFĘ█─®┤┼▀xÖCĮYśŗ
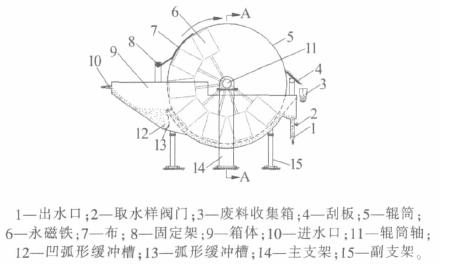
ĪĪĪĪ2 ╣żū„įŁ└Ē
ĪĪĪĪĮY║ŽłD 1Ż¼║¼ėąĶFĘ█─®Ą─╦óŽ┤▓█裣hŪÕŽ┤ę║╗“▄łÖC└õģsę║Å─┤┼▀xÖCĄ─╚ļ┐┌10 ▀M╚ļŻ¼į┌Įø▀^░╝╗Īą╬ŠÅø_▓█12 Ģr£p┬²╦┘Č╚Ż¼£p╦┘║¾Ą─ę║¾wĒśų°Žõ¾w9 Ą─╗Īą╬Ąū▓┐┴„Įø▌ü═▓5Ż¼ĄĮ▀_│÷╦«┐┌1ĪŻį┌║¼ĶFĘ█─®Ą─ę║¾w┴„Įø▌ü═▓5 ĢrŻ¼▌ü═▓ā╚Ą─ė└┤┼¾w6 īó╦«ųąĄ─ĶFĘ█─®╬³ĖĮį┌▌ü═▓╔ŽŻ¼ė└┤┼¾w▓╗ļS▌ü═▓▐DäėĪŻĶFĘ█─®ļSų°▌ü═▓Ą─ĒśĢrßśĘĮŽ“ą²▐DŻ¼Įø▀^├ō╦«▓╝7 ├ō╦«Ż¼▐DĄĮ╣╬░Õ4ĪŻ╣╬░ÕīóĶFĘ█─®╣╬Ą¶▓ó╩╣ĶFĘ█─®▀M╚ļÅU┴Ž╩š╝»Žõ3ĪŻ
ĪĪĪĪ3 ╝╝ągģóöĄ
ĪĪĪĪįOéõ╝╝ągģóöĄ×ķŻ║(1)įōįOéõ┐╔ęį╬³ĖĮ│¼▀^98% Ą─ų▒ÅĮĪ▌20 ”╠m Ą─ĶFĘ█Ę█─®Ż¼▀mė├ė┌┘|┴┐ĘųöĄ×ķ4%~ 6%Ą─NaOH ēA╚▄ę║ĪŻ(2)┤┼░³ĮŪ×ķ230ĪŃŻ¼Ė„³cł÷ÅŖ╗∙▒Šę╗ų┬Ż¼┤┼░³ĮŪęį═ŌČ¾┤┼(╝┤ø]ėą┤┼░³ĮŪĄ─┴Ē═Ō130 Č╚▌ü═▓═Ō▒Ē├µ┤┼Ėąæ¬ÅŖČ╚×ķ┴Ń)ĪŻ(3)▌ü═▓═Ō▒Ē├µŲĮŠ∙┤┼Ėąæ¬ÅŖČ╚╝s×ķ0.487 5 TŻ¼┤┼Ėąæ¬ÅŖČ╚10 a Ą─╦ź£p┬╩Ī▄7%ĪŻ(4)▌ü═▓Ą─═▓▒┌║±Č╚×ķ8 mmŻ¼▒Ē├µ┤ų▓┌Č╚×ķ6.3”╠mŻ¼ų▒ÅĮ×ķ1 100mmŻ¼ķLČ╚×ķ1 800mmŻ¼▌ü═▓ā╔Č╦Č╦╔w┼c▌ü═▓═ŌÅĮę╗ų┬ĪŻ(5)╠Ä└Ē─▄┴”×ķ110m3/hĪŻ(6)╣żū„£žČ╚×ķ80 ĪµŻ¼ŁhŠ│رČ╚×ķ35%~85%Ż¼ŁhŠ│£žČ╚×ķ0~60 ĪµĪŻ
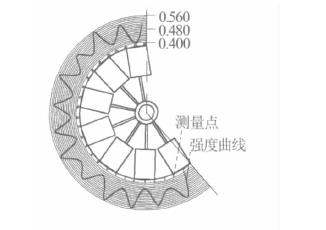
ĪĪĪĪ4 ▌ü═▓═Ō▒Ē├µ┤┼Ėąæ¬ÅŖČ╚
ĪĪĪĪ▌ü═▓═Ō▒Ē├µ£y┴┐³c╝░┤┼Ėąæ¬ÅŖČ╚╚ń▒Ē 1 ╦∙╩ŠĪŻ┤┼Ėąæ¬ÅŖČ╚Ęų▓╝╚ńłD 2 ╦∙╩ŠĪŻ
ĪĪĪĪłD 2 ┤┼Ėąæ¬ÅŖČ╚Ęų▓╝

ĪĪĪĪ5 ┤┼▀xÖCĄ─įOėŗę¬╦ž
ĪĪĪĪ5.1 ▌ü═▓įOėŗę¬╦ž
ĪĪĪĪ▌ü═▓5 Ą─▓─┘|×ķ▓╗õPõōŻ¼▌ü═▓Ą─▒Ē├µ×ķ╣Ō╗¼Ą─łA├µŻ¼▌ü═▓ā╔Č╦Ą─Č╦├µ┼c▌ü═▓▒Ē├µ═¼łA(│╩łAų∙ĀŅ)Ż¼įōĮYśŗėą└¹ė┌╣╬░Õ╣╬Ą¶▌ü═▓╔Ž╬³ĖĮĄ─ĶFĘ█─®Ż¼▌ü═▓ų▒ÅĮ×ķ1 100 mmŻ¼┐╝æ]▌ü═▓Ą─═Ė┤┼ąį║═ūį╔ĒÅŖČ╚Ż¼▌ü═▓║±×ķ8 mmĪŻį┌▌ü═▓Ą─ā╚Ū╗ųąŻ¼čbėą▓╗ļS▌ü═▓▐DäėĄ─ė└┤┼¾w6Ż¼ė└┤┼¾wĄ─┤┼┴”ĮŪįOėŗ×ķ230ĪŃŻ¼╝╚─▄ūŅ┤¾Ž▐Č╚Ąž╬³ĖĮ┴„¾wųąĄ─ĶFĘ█─®Ż¼═¼Ģrėų─▄īó╬³ĖĮĄ─ĶFĘ█─®Ä¦ĄĮ╣╬░Õ4ĪŻė└┤┼¾wĄ─┤┼┴”ĮŪęį┐┐Į³│÷╦«┐┌×ķŲ³cŻ¼ĒśĢrßśĘĮŽ“▓╝ØM▌ü═▓ā╚▓┐łAų∙├µĪŻ┤┼Ėąæ¬ÅŖČ╚Ą─į÷╝ė▓╗Ģ■ė░Ēæ┤┼▀xÖCĄ─Ųõ╦¹▓┐ĘųŻ¼ę“┤╦┤┼Ėąæ¬ÅŖČ╚┐╔ęįĖ∙ō■│²ĶF┬╩Ą─į÷╝ėČ°į÷╝ėŻ¼ė└┤┼ĶFĄ─┤┼Ėąæ¬ÅŖČ╚įĮÅŖät│²ĶFą¦╣¹įĮ║├ĪŻ═©▀^š{š¹▌ü═▓▌S11 Ą─▌SŅ^┤_Č©ė└┤┼ĶFĄ─╬╗ų├(┤┼┴”ĮŪĄ─Ų╩╝³c)Ż¼╩╣╚Ī╦«śėķyķTĄ─╗ž┴„╦«║¼ĶFĘ█─®ūŅ╔┘Ż¼╚╗║¾Šo╣╠Č©╬╗▌SŅ^ĪŻ
ĪĪĪĪ▌ü═▓ė╔²X▌å±R▀_═©▀^£p╦┘ÖCĪóé„äėĮė╩ųüĒ“īäėŻ¼▌ü═▓└@▌ü═▓▌Sū÷ĒśĢrßśĄ═╦┘▐Däė╝┤─µ┴„▐Däė(ė└┤┼¾wė├ų¦ō╬ŚU░▓čbį┌▌ü═▓ā╚▓┐Ą─▌S╔ŽŻ¼▓╗ļS▌ü═▓▐Däė)ĪŻĮøČÓ┤╬īŹ“×ūC├„Ż¼╚¶▐D╦┘╠½┐ņät▌ü═▓▒Ē├µ╦∙╬³ĖĮĄ─ĶFĘ█─®ųą╦∙║¼Ą─╦«Ęų▀^ČÓŻ¼ÅU┴Ž╩š╝»ŽõĢ■║▄┐ņčbØMŻ¼▓╗└¹ė┌║¾└mī”Ęųļx│÷üĒĄ─ĶFĘ█─®Ą─╠Ä└Ē;╚¶▌ü═▓▐D╦┘╠½┬²Ż¼ät┤┼▀xÖCĄ─│²ĶF┬╩Ž┬ĮĄ;«öØL═▓▐D╦┘×ķ 1 r/min Ģrą¦╣¹ūŅ║├ĪŻ×ķ▀_ĄĮ1 r/min Ą─▌ü═▓▐D╦┘Ż¼▀x╚ĪŅ~Č©ļŖē║220 VĪóŅ~Č©╣”┬╩3.5 kWĪó▌ö│÷▐D╦┘20 r/min Ą─²X▌å±R▀_║═é„äė▒╚1/20 Ą─£p╦┘ÖCĪŻ
ĪĪĪĪ5.2 ░╝╗Īą╬ŠÅø_▓█įOėŗę¬╦ž
ĪĪĪĪ░╝╗Īą╬ŠÅø_▓█12 į┌Žõ¾w┐┐▀M╦«┐┌10 Ą─═¼é╚Ż¼▓─┘|×ķ▓╗õPõōĪŻ░╝╗Īą╬ŠÅø_▓█│╩┴„ŠĆą═Ż¼į┌┴„¾w▀M╚ļ░╝╗Īą╬ŠÅø_▓█Ģr▓╗Ģ■ų▒Įėø_ō¶ĄĮ▓█¾wŻ¼ę▓▓╗Ģ■ų▒Įėø_ō¶ĄĮ╬³ĖĮĶFĘ█─®Ą─▌ü═▓Ż¼Č°╩Ūø_ō¶▓█¾wųąĄ─ę║¾wĪŻ▀@ĘNįOėŗ╝╚┐╔ęį£pąĪ┴„¾wĄ─╦┘Č╚Ż¼Ę└ų╣▀M╦«ę“┴„╦┘┤¾Č°ø_Ą¶╬³ĖĮį┌▌ü═▓▒Ē├µĄ─ĶFĘ█─®Ż¼ėų▓╗Ģ■╩╣┴„¾wų▒Įėø_ō¶ĄĮ▓█¾wŻ¼£pąĪ┴╦Žõ¾węį╝░ŽÓ▀B▓┐╝■Ą─šäėĪŻ
ĪĪĪĪ5.3 Žõ¾wįOėŗę¬╦ž
ĪĪĪĪŽõ¾w9 Ą─▓─┘|×ķ▓╗õPõōŻ¼ŲõĄū▓┐×ķłA╗Īą╬Ż¼łA╗Īą╬Ą─łAą─┼c▌ü═▓═¼ą─ĪŻŽõ¾wĄ─Ąū▓┐║═▌ü═▓Ą─ŠÓļx▓╗ę╦╠½┤¾Ż¼ŠÓļx╠½┤¾ät▌ü═▓ā╚▓┐ė└┤┼¾w▌Ś╔õį┌Žõ¾wĄū▓┐Ą─┤┼┴”▓╗─▄ūŅ┤¾Ž▐Č╚╬³ĖĮ┴„ĮøŽõ¾wĄū▓┐Ą─ĶFĘ█─®;×ķ▒Ż│ųę║¾wĄ─═©Ģ│Ż¼Žõ¾wĄū▓┐║═▌ü═▓Ą─ŠÓļxę▓▓╗─▄╠½ąĪŻ¼╦∙ęįŽõ¾wĄ─Ąū▓┐║═▌ü═▓Ž┬▒Ē├µĄ─ŠÓļxįOėŗ×ķ40 mmĪŻŽõ¾wį┌╗Īą╬ŠÅø_▓█13 ║═│÷╦«┐┌1 ĖĮĮ³Ą─łA╗Īą╬Ąū▓┐ŠÓļx▌ü═▓▒Ē├µ╝s45 mmĪŻ▌ü═▓Ą─ā╔Č╦├µŠÓļxŽõ¾w×ķ3 mmĪŻŽõ¾wį┌╗Īą╬ŠÅø_▓█13 ┐┐▌ü═▓Ą─ā╔é╚Ė„įOėą1 ēKō§╦«░ÕŻ¼ō§╦«░Õ╩╣Å─░╝╗Īą╬ŠÅø_▓█ųą┴„│÷Ą─║¼ėąĶFĘ█─®Ą─ę║¾w╚½▓┐┴„Įø▌ü═▓Ą─╬³ĖĮģ^Ż¼╩╣╬³ĖĮĖ³ÅžĄūĪŻ
ĪĪĪĪ5.4 ├ō╦«čbų├įOėŗę¬╦ž
ĪĪĪĪ├ō╦«čbų├╩Ū╣╠Č©╝▄8 ║═ę╗Č╦╣╠Č©į┌╣╠Č©╝▄8 Ą─ÖMŚU╔ŽĄ─Ųš═©░ū▓╝7ĪŻ╣╠Č©╝▄8 ░▓čbį┌Žõ¾w╔ŽŻ¼╬╗ė┌▌ü═▓▒Ē├µ╩«³cńŖĘĮŽ“ĪŻ▓╝7 ┼c▌ü═▓5 ═¼īÆŻ¼ĒśĢrßśūįė╔Ė▓╔wį┌▌ü═▓Ą─═Ō▒Ē├µ╔ŽŻ¼▓╝7 Ė▓╔wį┌▌ü═▓╔ŽĄ─ķLČ╚×ķ200 mmĪŻ┤┼▀xÖC╣żū„ĢrŻ¼į┌ųž┴”║═š┤ėąĶF─ÓĄ─▓╝┼c▌ü═▓ų«ķgĄ─▌p╬óē║┴”Īó─”▓┴┴”║═╬³ĖĮ┴”Ą─╣▓═¼ū„ė├Ž┬Ż¼▓╝7 öDĄ¶▌ü═▓▐DäėĢrÅ─▓█¾wųąÄ¦╔ŽüĒĄ─┤¾▓┐Ęų╦«ĪŻ╬³ĖĮį┌▌ü═▓╔ŽĄ─ĶFĘ█─®ė╔ė┌╩▄ĄĮ┤┼┴”Ą─ū„ė├ļSų°▌ü═▓▐Däė▒╗ĦĄĮ╣╬░Õ╠ÄĪŻ
ĪĪĪĪ5.5 ╣╬░ÕįOėŗę¬╦ž
ĪĪĪĪ╣╬░Õį┌▌ü═▓Ą─ėęé╚ā╔³cńŖĘĮŽ“Ż¼═©▀^ų¦╝▄░▓čbį┌Žõ¾w╔ŽĪŻ╣╬░Õ╔ŽĄ──ß²ł░Õ═©▀^ŅAŠoÅŚ╗╔Šo┐┐į┌▌ü═▓Ą─▒Ē├µĪŻ╩╣ė├─ß²ł░ÕĄ─ā׳c╩Ū─ß²ł░Õ║═▌ü═▓Ą──”▓┴ŽĄöĄąĪŪę▓╗Ģ■─źōp▌ü═▓ĪŻ╣╬░Õ┼c▌ü═▓═¼īÆŻ¼│╩ū¾╔ŽėęŽ┬āAą▒ĀŅŻ¼ĮŪČ╚╝s×ķ45ĪŃĪŻ╣╬░ÕĄ─ū¾╔ŽČ╦Šo┘N▌ü═▓Ą─═Ō▒Ē├µŻ¼╣╬░Õ┼c▌ü═▓Ą─═Ō▒Ē├µ│╩ŠĆĮėė|Ż¼Įėė|³c╬╗ė┌▌ü═▓Ą─ā╔³cńŖĘĮŽ“ĪŻį┌╣╬░ÕĄ─ėęČ╦Ą─Ž┬ĘĮįOų├╩š╝»ŽõŻ¼ęį╗ž╩š╣╬Ž┬üĒĄ─ĶFĘ█─®ĪŻ
ĪĪĪĪ6 æ¬ė├▓┐Ęų
ĪĪĪĪ6.1 ╣ż╦ćĮķĮB
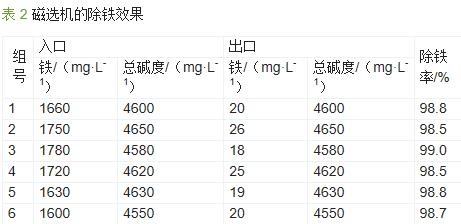
ĪĪĪĪõōĶFÅSÕāõ\ŠĆ裣h╦«╠Ä└Ē╣ż╦ć┴„│╠╚ńłD 3 ╦∙╩ŠĪŻŲõųąčŁŁh▒├1 īó║¼ėąēAę║Ą─裣h╦«╠ß╔²ų┴ćŖūņ 4Ż¼ćŖūņ4 īóēAę║ćŖį┌õōĦ2 ╔ŽŻ¼═©▀^╦ó▌ü5 ╦óŽ┤Ą¶õōĦ╔ŽĄ─ĶFĘ█─®║═╬█ØnŻ¼čŁŁh╦«═©▀^╦óŽ┤▓█7 ┴„Įø┤┼▀xÖC9 │²╚ź╦«ųąĄ─ĶFĘ█─®Ż¼│²╚źĶFĘ█─®Ą─╦«┴„╗žčŁŁh▓█8 裣h╩╣ė├ĪŻ3 ×ķõōĦĄ─ęŲäėĘĮŽ“Ż¼6 ×ķ╦ó▌üĄ─▐DäėĘĮŽ“ĪŻ11 ×ķ╚ļ┐┌╚Īśė³cŻ¼10 ×ķ│÷┐┌╚Īśė³cĪŻŠ▀¾wģóęŖhttp://www.jianfeilema.cnĖ³ČÓŽÓĻP╝╝ąg╬─ÖnĪŻ
ĪĪĪĪłD 3 ╣ż╦ć┴„│╠

ĪĪĪĪ6.2 ┤┼▀xÖCĄ─│²ĶFą¦╣¹
ĪĪĪĪ┤┼▀xÖCĄ─│²ĶFą¦╣¹╚ń▒Ē 2 ╦∙╩ŠĪŻ
ĪĪĪĪ7 ĮY╩°šZ
ĪĪĪĪ╣Pš▀čąųŲĄ─┤┼▀xÖCį┌±Rõō1# Õāõ\ŠĆĄ─æ¬ė├ĮY╣¹▒Ē├„Ż¼Ųõ│²ĶF┬╩ŲĮŠ∙×ķ98.7%Ż¼═Ļ╚½ØMūŃ╔·«aŠĆĄ─ę¬Ū¾ĪŻ
ĪĪĪĪ─µ┴„╩ĮĶFĘ█─®┤┼▀xÖCĄ─ė└┤┼ĶF┤┼Ėąæ¬ÅŖČ╚įĮÅŖät╬³ĖĮą¦╣¹įĮ║├Ż¼Č°┤┼Ėąæ¬ÅŖČ╚Ą─į÷╝ė▓╗Ģ■ė░Ēæ┤┼▀xÖCĄ─Ųõ╦¹▓┐╝■Ż¼ę“┤╦┐╔ęįĖ∙ō■╔·«aąĶę¬═©▀^į÷╝ė┤┼Ėąæ¬ÅŖČ╚▀_ĄĮĖ³║├Ą─│²ĶFą¦╣¹ĪŻ
ĪĪĪĪ─µ┴„╩ĮĶFĘ█─®┤┼▀xÖCĮø▀^ķL▀_3 a Ą─╩╣ė├ø]ėą│÷▀^╚╬║╬╣╩šŽŻ¼▒Ē├„Ųõąį─▄ĘĆČ©Īó░▓╚½┐╔┐┐ĪóŠSą▐┘Mė├Ą═ĪŻ─┐Ū░ć°ā╚õōÅSöĄ┴┐ČÓŻ¼╩ął÷ąĶŪ¾┴┐┤¾Ż¼ŲõŠ▀ėąÅVĘ║Ą─æ¬ė├Ū░Š░Ż¼ĮøØ·ą¦ęµ║═╔ńĢ■ą¦ęµ┐╔ė^ĪŻ

