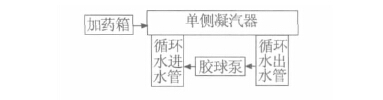
135MWÖCĮM─²Ų¹Ų„ą┬ą═╦ߎ┤╣ż╦ć
ųąć°╬█╦«╠Ä└Ē╣ż│╠ŠW ĢrķgŻ║2015-7-8 9:40:26
╬█╦«╠Ä└Ē╝╝ąg | ģRŠ█╚½Ū“Łh▒Ż┴”┴┐Ż¼ĮĄĄ═Ų¾śIų╬╬█│╔▒Š
ĪĪĪĪą┬Į«─│░lļŖėąŽ▐ž¤╚╬╣½╦Š2Ī┴135 MW ÖCĮM─²Ų¹Ų„ė╔╔Ž║ŻļŖÜŌįOéõėąŽ▐╣½╦Š╔·«aŻ¼2 ╠¢ÖCĮMė┌2006 ─Ļ10 į┬═Č«aĪŻį┌═Č«a░lļŖę╗Č╬Ģrķg║¾Ż¼ė╔ė┌ĘNĘNįŁę“Ż¼─²Ų¹Ų„▓╗õPõō╣▄ā╚░l╔·ć└ųžĄ─ĮY╣Ėå¢Ņ}Ż¼ĮøÖz▓ķ▓╗õPõō╣▄ĮY╣Ė║±Č╚×ķ0.5~0.8 mmŻ¼─²Ų¹Ų„╝ūęęé╚╔Ž╩ę│÷╦«é╚▓╗õPõō╣▄▒┌Š∙ĮYėąę╗īėė▓╣ĖĪŻī”╣ĖĄ─Ęų╬÷ĮY╣¹▒Ē├„Ż¼Ųõų„ę¬×ķ╠╝╦ßŌ}╣Ė╝░╔┘┴┐╔·╬’ż─Ó║═╣Ķ╦ß¹}╣ĖĪŻ2 ╠¢ÖCĮM─²Ų¹Ų„▓╗õPõō╣▄ĮY╣Ėć└ųžŻ¼įņ│╔ÖCĮMČ╦▓Ņ╔Ž╔²Ż¼ą¦┬╩Ž┬ĮĄŻ¼├║║─╔Ž╔²Ż¼ī¦ų┬┘Yį┤Ą─┤¾┴┐└╦┘MĪŻ┤╦═ŌŻ¼─²Ų¹Ų„▓╗õPõō╣▄┤µį┌Ą─╣ĖŽ┬Ė»╬gę▓ć└ųž═■├{ų°ÖCĮMĄ─░▓╚½ĘĆČ©▀\ąąĪŻ
ĪĪĪĪ×ķį┌ūŅČ╠Ģrķgā╚╩╣2 ╠¢ÖCĮM░▓╚½ĪóĘĆČ©ĪóĮøØ·Ąž▀\ąąŻ¼øQČ©└¹ė├2 ╠¢ÖCĮM═Ż▄ćąĪą▐Ų┌ķgŻ¼▓╔ė├ą┬ą═╦ߎ┤╣ż╦ćŻ¼ī”2 ╠¢ÖCĮM─²Ų¹Ų„╝ūĪóęęā╔é╚▀Mąą╦ߎ┤Ż¼ŪÕ│²╣▄ā╚╣ĖŅÉ╬’┘|ĪŻ
ĪĪĪĪ1 ─²Ų¹Ų„╝╝ągģóöĄ╝░ŪÕŽ┤ĘČć·
ĪĪĪĪĖ∙ō■─²Ų¹Ų„Ą─ĮY╣ĖŪķørŻ¼┤_Č©╦ߎ┤ĘČć·×ķ╝ūĪóęęā╔é╚─²Ų¹Ų„╦«é╚Ż¼╝░▀M│÷╦«╩ę║═▀B═©╩ęā╚▒┌ĪŻ═©▀^─²Ų¹Ų„įOėŗ│▀┤ńėŗ╦Ń┐╔Ą├Ż¼─²Ų¹Ų„å╬é╚ŽĄĮy╦«╚▌Ęe×ķ 80 m3(░³└©─²Ų¹Ų„╦«é╚Īó▀M│÷╦«╦«╩ęĪó▀B═©╩ę╝░─²Ų¹Ų„裣h╦«▀M│÷┐┌ķyķTŪ░║¾╣▄Ą└)ĪŻ2 ╠¢ÖCĮM─²Ų¹Ų„Ą─ėąĻP╝╝ągģóöĄ×ķŻ║─²Ų¹Ų„ĮYśŗŻ¼ī”Ęųļp┴„│╠▒Ē├µ╩Į;─²Ų¹Ų„ų„─²ģ^╣▄ÅĮŻ¼D 25 mmĪ┴0.5 mm; ─²Ų¹Ų„┐š│ķģ^╣▄ÅĮŻ¼D 25 mmĪ┴0.7 mm; ─²Ų¹Ų„╣▄▓─┘|Ż¼▓╗õPõō TP316L;▓╗õPõō╣▄Ė∙öĄŻ¼9 836 Ė∙(å╬é╚);└õģs├µĘeŻ¼ 7 600 m2(å╬é╚)ĪŻ
ĪĪĪĪ2 ╗»īWŪÕŽ┤╦Ä䮥─▀xō±
ĪĪĪĪ2 ╠¢ÖCĮM─²Ų¹Ų„ōQ¤ß╣▄▓─┘|×ķ▓╗õPõōTP316LŻ¼ģóššĪČ╗┴”░lļŖÅS─²Ų¹Ų„╗»īWŪÕŽ┤╝░│╔─żī¦ätĪĘ(DL/T 957Ī¬2005)Ī▓1Ī│Ż¼ī”ė┌▓╗õPõōTP316L ▓─┘|─²Ų¹Ų„┐╔▀xō±░▒╗∙╗Ū╦ß║═Ž§╦ß2 ĘNŪÕŽ┤ĘĮĘ©ĪŻė╔ė┌¼Fł÷─²Ų¹Ų„ĮY╣Ėć└ųžŻ¼×ķ╩╣╦ߎ┤╣żū„į┌ūŅČ╠Ģrķgā╚═Ļ│╔Ż¼▓ó▒ŻūC╦ߎ┤Ė»╬g╦┘┬╩║═│²╣Ėą¦╣¹Ż¼═©▀^īŹ“×╩ę╦ߎ┤Ė»╬gīŹ“×║═│²╣Ėą¦╣¹īŹ“×┤_Č©┴╦╦ߎ┤╦∙ė├╦Ää®ĪŻ
ĪĪĪĪ2.1 ╦ߎ┤Ė»╬gīŹ“×
ĪĪĪĪ▀xė├╠╝õōĪó▓╗õPõō2 ĘNįćŲ¼▀Mąą╦ߎ┤Ė»╬gīŹ“×Ī▓2Ī│Ż¼╠╝õōįćŲ¼▓─┘|×ķA3(Q235A)Ż¼│▀┤ń×ķ50 mmĪ┴ 25 mm Ī┴2 mmŻ¼├µĘe×ķ28 cm2; ▓╗õPõō▓─┘|×ķ 1Cr18Ni9TiŻ¼│▀┤ń×ķ50 mmĪ┴25 mmĪ┴2 mmŻ¼├µĘe×ķ 28 cm2ĪŻ╦ߎ┤Ė»╬gīŹ“×ĮY╣¹╚ń▒Ē 1 ╦∙╩ŠĪŻ

ĪĪĪĪ2.2 ╦ߎ┤│²╣ĖīŹ“×
ĪĪĪĪ▓╔ė├2 ╠¢ÖCĮM─²Ų¹Ų„«a╔·Ą─╣Ė▀Mąą╦ߎ┤│²╣ĖīŹ“×ĪŻīŹ“×ĮY╣¹▒Ē├„Ż¼▓╔ė├5%Ž§╦ß+0.25%TS-151 ŠÅ╬gä®▀MąąŪÕŽ┤Ż¼│²╣Ė┬╩┐╔▀_95%ęį╔ŽĪŻ
ĪĪĪĪĖ∙ō■╔Ž╩÷īŹ“×ĮY╣¹Ż¼ūŅĮK┤_Č©▓╔ė├Å═║ŽŽ§╦ßŪÕŽ┤ä®ū„×ķ╦ߎ┤╦Ä䮯¼╦Ää®═Č╝ė┴┐×ķ2.5%~5.0%Ž§╦ß+0.25%TS-151 ŠÅ╬gä®;ŪÕŽ┤Ģrķg×ķ6~8 h;ŪÕŽ┤ĘĮ╩Į×ķäėæB裣hŪÕŽ┤ĪŻ
ĪĪĪĪ3 ą┬ą═╦ߎ┤╣ż╦ćųŲČ©╝░┴„│╠
ĪĪĪĪ3.1 ─²Ų¹Ų„│ŻęÄŪÕŽ┤╣ż╦ćĮķĮB
ĪĪĪĪĪČ╗┴”░lļŖÅS─²Ų¹Ų„╗»īWŪÕŽ┤╝░│╔─żī¦ätĪĘ(DL/T 957Ī¬2005)ųą├„┤_┴╦─²Ų¹Ų„│ŻęÄ╦ߎ┤╣ż╦ćŻ¼Ųõ╣ż╦ćį┌╗┴”░lļŖÅS─²Ų¹Ų„╦ߎ┤╣żū„ųą╩╣ė├▌^×ķŲš▒ķŻ¼╝╝ąg▌^×ķ│╔╩ņĪŻĄ½įō╣ż╦ć┤µį┌ę╗Č©Ą─╚▒³cŻ║(1)ŪÕŽ┤╣żū„ąĶ┼õéõ¬Ü┴óŪÕŽ┤▒├╝░╠╝õō╣▄┬ĘŽĄĮy;(2)ŪÕŽ┤╣▄┬Ę║ĖĮėÅ═ļsŻ¼ąĶį┌─²Ų¹Ų„▀M│÷╦«╩ę═Ō▒┌┼RĢr┤“┐ū║¾║ĖĮė░▓čbŻ¼ŪÕŽ┤ĮY╩°║¾▀ĆąĶīó─²Ų¹Ų„Å═įŁ;(3)ąĶ┼õéõ¬Ü┴ó┤¾╚▌Ęe╦Ä䮎õŻ¼┼õ║ŽŪÕŽ┤▒├裣h╩╣ė├;(4)ŪÕŽ┤▀^│╠įņār▌^Ė▀Ż¼║─ĢrķLĪŻ
ĪĪĪĪ3.2 ą┬ą═╦ߎ┤╣ż╦ćĄ─ųŲČ©
ĪĪĪĪ2 ╠¢ÖCĮM─²Ų¹Ų„╦ߎ┤╣żū„░▓┼┼į┌ÖCĮMąĪą▐Ų┌ķgŻ¼ļŖ┴”ŽĄĮyÖCĮMš²│ŻąĪą▐ęÄČ©×ķ14 d ū¾ėęŻ¼Ģrķg╔Ž▓╗į╩įS╩╣ė├╔Ž╩÷│ŻęÄŪÕŽ┤ĘĮĘ©ĪŻßśī”2 ╠¢ÖCĮM─²Ų¹Ų„Ą─ūį╔ĒĮYśŗŻ¼ĮY║ŽŲõūį╔Ē╠ž³cŻ¼Įø┼cÅSĘĮ╝╝ąg╚╦åT╠Įėæ╔╠ūhŻ¼┤_Č©┴╦2 ╠¢ÖCĮM─²Ų¹Ų„ŪÕŽ┤ĘĮ░ĖĪŻ
ĪĪĪĪ(1)ĻPķ]å╬é╚─²Ų¹Ų„裣h╦«▀M│÷┐┌ķyķTŻ¼╩╣å╬é╚─²Ų¹Ų„│╔×ķę╗éĆ├▄ķ]Ą─╚▌Ų„Ż¼▀Mąąå╬é╚裣hŪÕŽ┤ĪŻ
ĪĪĪĪ(2)└¹ė├─²Ų¹Ų„▀B═©╩ę╔Ž▓┐┼┼ÜŌķTū„×ķŪÕŽ┤ę║▀M┐┌ķTŻ¼┼c╝ė╦Ä▒├│÷╦«╣▄ŠĆŽÓ▀BŻ¼ŪÕŽ┤╦Äę║└¹ė├╝ė╦Ä▒├═©▀^▀B═©╩ę╔Ž┼┼ÜŌķTų▒Įė┤“╚ļ─²Ų¹Ų„ā╚▓┐Ż¼═¼Ģr┤“ķ_╔Ž│÷╦«╩ę╔Ž┼┼ÜŌķTŻ¼ū„×ķ╦ߎ┤┼┼ÜŌ│÷┐┌ĪŻ
ĪĪĪĪ(3)└¹ė├å╬é╚─²Ų¹Ų„─zŪ“▒├ū„×ķ╦ߎ┤裣h▒├Ż¼ŪÕŽ┤Ģr┤“ķ_─zŪ“▒├Ż¼└¹ė├─zŪ“▒├╩╣─²Ų¹Ų„ā╚╦Äę║裣h┴„äėŻ¼├Ō╚ź░▓čb¬Ü┴ó裣h▒├ĪŻ
ĪĪĪĪ(4)ęį─²Ų¹Ų„▀M╦«╣▄┼┼ÜŌķTū„×ķ╚Īśė³cŻ¼ī”╦Äę║ØŌČ╚║═Ō}ļxūėØŌČ╚▀MąąĘų╬÷Ż¼ęįĘų╬÷ĮY╣¹┼ąČ©ŪÕŽ┤ĮK³cĪŻ
ĪĪĪĪŪÕŽ┤裣h┴„│╠╩ŠęŌ╚ńłD 1 ╦∙╩ŠĪŻ
ĪĪĪĪ4 ŪÕŽ┤▀^│╠
ĪĪĪĪ4.1 ╚╦╣żŪÕŽ┤
ĪĪĪĪ2 ╠¢ÖCĮM═ŻÖC║¾Ż¼┤“ķ_─²Ų¹Ų„╚╦┐ūŻ¼▀M╚ļ╦«╩ę░l¼FŻ¼─²Ų¹Ų„╔ŽŽ┬╩ę╝sę╗░ļöĄ┴┐Ą─╣▄ā╚┤µėą┤¾┴┐║┌╔½ż─ÓŻ¼Ūę▌^╦╔▄øŻ¼ė├╩ų┐╔▌p▌p┐█│÷ĪŻ×ķ╩╣╦ߎ┤▀_ĄĮ┴╝║├Ą─ą¦╣¹Ż¼øQČ©Ž╚ė├╚╦╣żŪÕŽ┤Ą─▐kĘ©Ż¼ŪÕ│²─²Ų¹Ų„╣▄ā╚▒┌╔ŽĄ─ż─ÓŻ¼╩╣╣▄ā╚╣ĖŅÉ═Ļ╚½▒®┬ČŻ¼▒ŻūC┼cŪÕŽ┤ę║│õĘųĮėė|Ż¼ÅžĄūŪÕ│²ĮY╣ĖĪŻ
ĪĪĪĪ4.2 ūó╦«įć┬®
ĪĪĪĪ╚╦╣żŪÕŽ┤ĮY╩°║¾Ż¼ī”─²Ų¹Ų„▀Mąą╣Ó╦«įć┬®ĪŻę“╬┤ī”▀M│÷╦«╩ę│÷╚ļ┐┌▀MąąĘŌČ┬Ż¼╦∙ęįÖz▓ķ─²Ų¹Ų„Ą─ć└├▄ąį╩«Ęųųžę¬ĪŻ╚ń▀M│÷┐┌ķyķTĻPķ]▓╗ć└Ż¼ŪÕŽ┤▀^│╠ųąä▌▒žĢ■įņ│╔ŪÕŽ┤ę║═Ō┬®Ż¼ī¦ų┬╦Ää®ØŌČ╚▓╗ē“Ż¼ŪÕŽ┤▓╗ÅžĄūĪŻ╚ńķyķTĻPć└║¾╚įėą╦«ą╣┬®Ą─Ūķør│÷¼FŻ¼ätąĶę¬ėŗ╦Ń│÷å╬╬╗Ģrķgā╚┬®│÷╦«┴┐Ą─┤¾ąĪŻ¼ęį▒ŃŪÕŽ┤▀^│╠ųąča╚ļ║═┬®┴┐Ą╚¾wĘeĄ─╦Äę║Ż¼▒Ż│ųŪÕŽ┤▀^│╠ųąŪÕŽ┤ę║ę║╬╗║ŃČ©ĪŻ
ĪĪĪĪ┤“ķ_─²Ų¹Ų„╔Ž╩ę│÷╦«é╚╚╦┐ūŻ¼Ž“─²Ų¹Ų„ųąūó╦«Ż¼╩╣╦«╬╗▀_ĄĮ╚╦┐ū╬╗ų├ęįŽ┬Ż¼ė^▓ņ╦«╩ęę║╬╗ūā╗»ŪķørŻ¼«öę║╬╗╗∙▒ŠŠS│ų▓╗ūā║¾Ż¼┐╔┤_Č©─²Ų¹Ų„ā╚▓┐▓╗┬®ĪŻīŹļH£y┴┐ųąŻ¼ķyķTĻPć└║¾╦«╩ęę║╬╗╚į╚╗Ž┬ĮĄŻ¼═©▀^Ž┬ĮĄę║╬╗ėŗ╦ŃĄ├ų¬┤¾╝s├┐30 min ─²Ų¹Ų„┬®│÷╦«┴┐×ķ 400 LĪŻ
ĪĪĪĪ4.3 ╦ߎ┤
ĪĪĪĪ╦ߎ┤▀^│╠×ķŻ║
ĪĪĪĪ(1)─²Ų¹Ų„ę╗é╚ūó╦«ų┴╔Ž╩ę│÷┐┌╚╦┐ū╬╗ų├Ż¼ĻPķ]╚╦┐ūŻ¼┤“ķ_╔Ž│÷╦«╩ę╔Ž┼┼ÜŌ┐┌▀Mąą┼┼ÜŌĪŻ╝ė╚ļTS- 151 ŠÅ╬g䮯¼┤“ķ_─zŪ“▒├▀MąąčŁŁhĪŻ
ĪĪĪĪ(2)裣hŠ∙ä“║¾Ż¼╝ė╚ļŽ§╦ßĪŻ╝ė╦ß═Ļ«ģ║¾Ż¼└^└mūó╦«Ż¼ų▒ų┴╔Ž╩ę│÷┐┌┼┼ÜŌ╣▄ėą╦«┼┼│÷Ż¼ūC├„─²Ų¹Ų„ā╚▓┐╦«╬╗ęčØMĪŻ├┐30 min ča╚ļ400 L ╦Äę║Ż¼ęį▒ŻūC─²Ų¹Ų„ųąĄ─ę║╬╗▓╗ūāĪŻ
ĪĪĪĪ(3)Öz£y╦ߎ┤ę║ųąĄ─╦ßØŌČ╚╝░Ō}ļxūėØŌČ╚Ż¼«öŲõ╗∙▒ŠŠS│ų▓╗ūāĢrŻ¼┐╔┼ąČ©╦ߎ┤ĮY╩°ĪŻå╬┤╬裣h╦ߎ┤╝s 6~8 hĪŻ
ĪĪĪĪ(4)╦ߎ┤ĮY╩°║¾Ż¼┤“ķ_裣h╦«▀M│÷┐┌ķyķTŻ¼åóäė裣h╦«čŁŁh▒├Ż¼ī”─²Ų¹Ų„Üł┴¶╦ßę║▀MąąŪÕŽ┤Ż¼čŁŁh╝s 2 h ║¾Ż¼╦ßę║ų▒Įė┼┼╚ļ裣h╦■│žųąĪŻ┼┼┐š─²Ų¹Ų„▀M│÷╦«╩ę┤µ╦«Ż¼┤“ķ_╚╦┐ū▀MąąÖz▓ķĪŻ
ĪĪĪĪ4.4 ╦ߎ┤▀^│╠ųą╦ߎ┤ę║Ō}ļxūėĪó╦ßØŌČ╚Ą─ūā╗»
ĪĪĪĪ╝ūĪóęęā╔é╚╦ߎ┤▀^│╠ųą╦ߎ┤ę║ųąĄ─Ō}ļxūėūā╗»╚ńłD 2 ╦∙╩ŠĪŻ
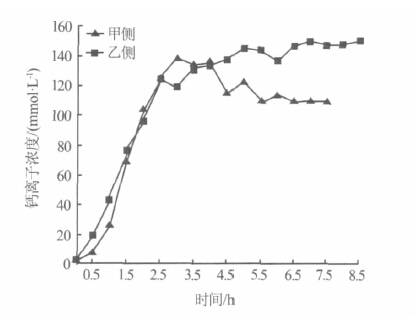
ĪĪĪĪ╝ūĪóęęā╔é╚╦ߎ┤▀^│╠ųą╦ߎ┤ę║ųąĄ─╦ßØŌČ╚ūā╗»╚ńłD 3 ╦∙╩ŠĪŻ

ĪĪĪĪÅ─╝ė╦ßĢr┐╠ķ_╩╝Ż¼╝┤ī”─²Ų¹Ų„╝ūĪóęęā╔é╚╦ߎ┤ę║ųąĄ─Ō}║═╦ßØŌČ╚▀MąąÖz£yŻ¼ęį┤╦ī”ŪÕŽ┤ĮK³c▀Mąą┼ąöÓĪŻŽ§╦ß└¹ė├╝ė╦ß▒├Ż¼Å──²Ų¹Ų„▀B═©╩ę╔Ž┼┼ÜŌŲ„┐┌▀B└m┤“╚ļŻ¼╝ė╦ß▀^│╠ųąķ_åó─zŪ“▒├Ż¼═©▀^─zŪ“▒├裣h╩╣╦ßØŌČ╚ųØuŠ∙ä“Ż¼─²Ų¹Ų„╣▄ā╚╣ĖŅÉųØu▒╗╚▄ĮŌĪŻ
ĪĪĪĪ4.5 ╦«śīø_Ž┤╝░įć┬®
ĪĪĪĪ╦ߎ┤ĮY╩°║¾Ż¼┤“ķ_╚╦┐ūŻ¼▓╔ė├Ė▀ē║╦«śī╚╦╣żø_Ž┤Ż¼ī”Üł┴¶į┌▓╗õPõō╣▄ā╚Ą─ėÓ╣Ė▀MąąÅžĄūŪÕ│²ĪŻø_Ž┤ĮY╩°║¾Ż¼ī”─²Ų¹Ų„Ų¹é╚╣Ó╦«▓ķ┬®Ż¼╬┤░l¼F▓╗õPõō╣▄│÷¼Fą╣┬®¼FŽ¾ĪŻ
ĪĪĪĪ5 ŪÕŽ┤ą¦╣¹
ĪĪĪĪŪÕŽ┤ĮY╩°║¾Ż¼ī”ŪÕŽ┤ą¦╣¹▀Mąą┴╦Öz▓ķŻ¼ĮY╣¹▒Ē├„Ż║╝ūĪóęęā╔é╚╔ŽŽ┬▀M│÷╦«╩ęĪó▓╗õPõōōQ¤ß╣▄ā╚╝░Ön░Õ─┐£y¤o╣ĖŻ¼┼cŪÕŽ┤Ū░ī”▒╚ą¦╣¹├„’@ĪŻ╔ŽŽ┬▀M│÷╦«╩ęĄū▓┐ėą║±║±ę╗īėŪÕŽ┤║¾├ō┬õŽ┬üĒĄ─ė▓╣ĖŻ¼▀M│÷╦«╩ęā╚▒┌╗∙▒ŠŪÕŽ┤Ė╔ā¶ĪŻ
ĪĪĪĪ2 ╠¢ÖCĮMķ_▄ć░lļŖ║¾Ż¼─²Ų¹Ų„Č╦▓Ņė╔Ž┤Ū░Ą─ 11 ĪµŽ┬ĮĄĄĮ5 ĪµęįŽ┬Ż¼Įøėŗ╦ŃŻ¼╦ߎ┤║¾┐╔╩╣ÖCĮM├║║─ĮĄĄ═3.6 g/(kWĪżh)Ż¼ĮøØ·ą¦ęµ’@ų°ĪŻŠ▀¾wģóęŖhttp://www.jianfeilema.cnĖ³ČÓŽÓĻP╝╝ąg╬─ÖnĪŻ
ĪĪĪĪĖ∙ō■ļŖ┴”ąąśI─²Ų¹Ų„╗»īWŪÕŽ┤ś╦£╩Ī▓1Ī│Ż¼ī”╦ߎ┤Ė»╬g╦┘┬╩▀Mąą┴╦Öz£yŻ¼ĮY╣¹▒Ē├„Ż¼╦ߎ┤Ė»╬g╦┘┬╩×ķ 0.221 g/(m2Īżh)Ż¼▀hąĪė┌Ė»╬g╦┘┬╩Ī▄1 g/(m2Īżh)Ą─ųĖś╦ę¬Ū¾ĪŻ
ĪĪĪĪ6 ┐éĮY
ĪĪĪĪ(1)ßśī”2 ╠¢ÖCĮM─²Ų¹Ų„ūį╔Ē╠ž³cŻ¼└¹ė├¼Fėą╣▄┬Ę╝░įOéõ▓╔ė├ą┬ą═ŪÕŽ┤╣ż╦ć▀MąąčŁŁhŪÕŽ┤ĪŻŪÕŽ┤ĮY╣¹▒Ē├„Ż¼ŪÕŽ┤ą¦╣¹├„’@Ż¼ŪęŪÕŽ┤┘Mė├ŽÓī”ė┌│ŻęÄ─²Ų¹Ų„ŪÕŽ┤ĘĮĘ©╣Ø╩Ī20%Ż¼×ķÅS╝ę╣Ø╝s┴╦┘YĮĪŻ
ĪĪĪĪ(2)▒Š┤╬ŪÕŽ┤╦∙ė├ĘĮĘ©į┌ć°ā╚╗┴”░lļŖÅS─²Ų¹Ų„ŪÕŽ┤ųąŻ¼╔ąī┘╔┘öĄ░Ė└²Ż¼Ųõ│╔╣”Įø“ׯ¼ėą└¹ė┌┤╦ĘN┐ņ╦┘▒ŃĮ▌Ą─ŪÕŽ┤ĘĮĘ©Ą─ÅVĘ║═ŲÅVĪŻ

