Į├╣╦žÅU╦«╠Ä└ĒĘĮĘ©
ųąć°╬█╦«╠Ä└Ē╣ż│╠ŠW ĢrķgŻ║2014-2-6 9:40:55
╬█╦«╠Ä└Ē╝╝ąg | ģRŠ█╚½Ū“Łh▒Ż┴”┴┐Ż¼ĮĄĄ═Ų¾śIų╬╬█│╔▒Š
╔·╗»ųŲ╦ÄÅS╝░┐╣╔·╦ž╔·«aÅS╝ęį┌░lĮ═╔·«a┐╣╔·╦ž▀^│╠ųąĢ■«a╔·┤¾┴┐Ą─Ė▀ØŌČ╚ėąÖCÅU╦«,╚¶▓╗Įø╠Ä└Ēų▒Įė┼┼Ę┼,īóć└ųž╬█╚ŠÅSģ^ų▄ć·╦«¾wĪŻ×ķ┴╦ėąą¦Ąž┐žųŲ┐╣╔·╦žÅU╦«ī”ŁhŠ│Ą─╬█╚Š,║╝ų▌╩ą▐r┤Õ─▄į┤▐k╣½╩ę┼cĖŻĮ©Ųų│Ū╔·╗»ÅS▀Mąą┴╦Į├╣╦žÅU╦«ģÆč§╔·╬’╠Ä└ĒĄ─蹊┐,╚ĪĄ├┴╦▌^║├Ą─│§į湦╣¹ĪŻ
1 ▓─┴Ž┼cĘĮĘ©
1.1ÅU╦«╦«┘|įć“×ė├Į├╣╦ž╔·«aÅU╦«╚ĪūįĖŻĮ©Ųų│Ū╔·╗»ÅS,└õ▓žéõė├ĪŻų„ę¬│╔Ę▌ęŖ▒Ē1ĪŻ

1.2 įć“×čbų├╝░┴„│╠ģÆ觎¹╗»čbų├ė╔╦ß╗»╣▐,╗ņ║ŽŲ„║═╔Ž┴„╩ĮģÆč§Ę┤æ¬Ų„╚²▓┐ĘųĮM│╔ĪŻŲõųą«a╦ߎÓ×ķ╔²┴„╩ĮĘ┤æ¬Ų„,╚▌Ęe5╔²,╗ņ║ŽŲ„╚▌Ęe0.5╔²,«a╝ū═ķŽÓ×ķĖ─▀Mą═Ą─╔Ž┴„╩ĮģÆč§╬█─Ó┤▓Ę┤æ¬Ų„(ęŖłD1)ĪŻ
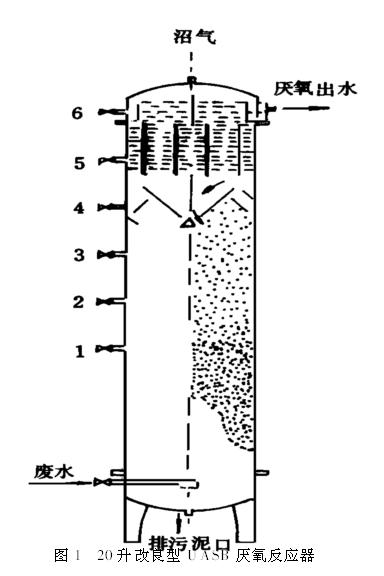
ģÆč§Ę┤æ¬Ų„ė╔▓╝╦«Ų„,╬█─Ó┤▓,æęĖĪ╬█─Óīė,╚²ŽÓĘųļxŲ„,Įž┴¶▀^×Vīė║═ÜŌ╩ęĄ╚6éĆ▓┐ĘųĮM│╔ĪŻčbų├╚▌Ęe20╔²,š¹éĆģÆ觎¹╗»čbų├ų├ė┌38ĪµĄ─┤¾ą═║Ń£žŽõā╚,▀M╦«ė╔ļŖūė╬ó┴┐▒├╠ß╔²,▀B└m▀\▐Dū„śIĪŻ╣ż╦ć┴„│╠ęŖłD2ĪŻ

1.3 Š·ĘNĄ─▀xė├┼c±Z╗»
1.3.1 ±Z╗»£žČ╚Ą─▀xō±┼c┐žųŲ▒Šįć“×ĮėĘN╬█─Ó╚ĪūįīŹ“×╩ęųŲéõĄ─ŠŲÅSÅU╦«ųą£žģÆ觎¹╗»╬█─Ó,ęįĮ├╣╦ž╔·«aÅU╦«×ķĄū╬’ĪŻĖ∙ō■ģÆ觊·Ą─╔·╬’īW╠žš„,╬ęéā▓╔ė├┴╦ųą£žųØu▀f╔²Ą─±Z╗»ĘĮĘ©,ęį30Īµū„×ķŲ³c£žČ╚,╚šŠ∙╔²£ž0.5Īµų▒ų┴38Īµ,±Z╗»┼ÓB42╠ņĪŻ
1.3.2 Ąū╬’ØŌČ╚Ą─š{╣Ø×ķ┴╦╩╣ģÆ觊·─▄ē“ų▓Į▀mæ¬┐╣╔·╦žÅU╦«Ą─╠žąį,╠žäe╩Ū─▄ē“ī”ÅU╦«ųąÜłėÓ┐╣╔·╦žŠ▀ėą┐╣ąį,▓╔ė├┴╦ų▓Įį÷╝ėĄū╬’žō║╔Ą─ĘĮĘ©,±Z╗»┼ÓB▀^│╠ųąĄū╬’╚½╠ņ24ąĪĢr▀B└m╗ž┴„,▓ó▀m┴┐į÷╝ė,╚š▀M┴Ž0.5Ī½2╔²,ō■Ę┤æ¬Ų„ā╚pHųĄüĒū„│÷ŽÓæ¬Ą─š{š¹,┤²Š·ĘNų▓Į▀mæ¬Ąū╬’║¾,╝┤▐D╚ļįć“×▀\ąąĪŻ
1.4 ģÆč§░lĮ═▓╔ė├38Īµųą£žā╔▓Į░lĮ═,╦ß╗»╝░ģÆč§░lĮ═Š∙╚½╠ņ▀B└m▀M┴Ž,╦ß╗»╣▐╚š▀M┴Ž2.4╔²,£■┴¶Ų┌1.66╠ņ,ģÆč§Ę┤æ¬Ų„╚š▀M┴Ž2.4╔²,£■┴¶Ų┌×ķ8.33╠ņ,╗ž┴„▒╚×ķ1(ÅU╦«)Ī├2(ģÆč§│÷╦«)ĪŻ
2 įć“×ĮY╣¹┼cėæšō
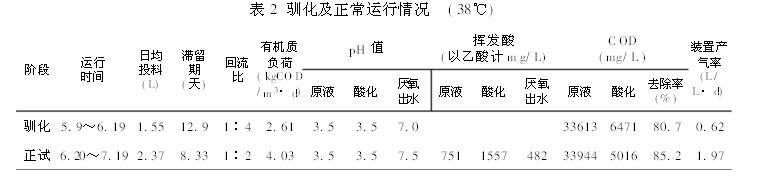
2.1 įć“×ĮY╣¹įć“×ĮY╣¹ęŖłD3ĪółD4Īó▒Ē2ĪŻ
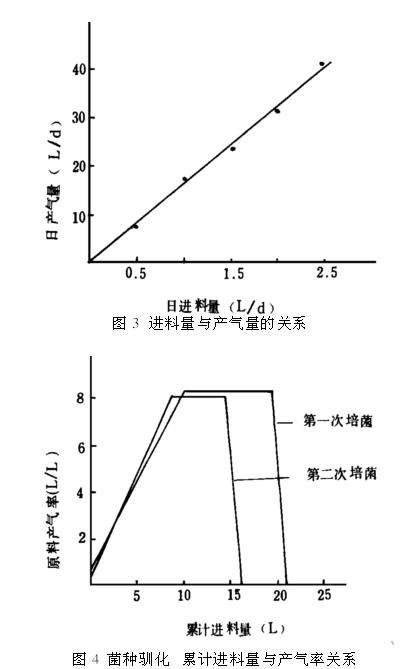
(1)▒Šįć“×╩╣ė├±Z╗»42╠ņ║¾Ą─Š·ĘN,╚š▀M┴ŽÅ─0.5╔²╔Ž╔²ų┴2.4╔²,«aÜŌ┴┐ę▓ļSų°▀M┴Ž┴┐Ą─į÷╝ėČ°ĘĆČ©į÷ķL,«aÜŌ┴┐Å─7.8L/d╔Ž╔²ų┴39.4L/d,ģÆč§│÷╦«COD║¼┴┐ĮĄų┴5016mg/L,╩╣Ę┤æ¬Ų„▀M╚ļ┴╦▀B└m▀\▐DĪŻįōĮY╣¹▒Ē├„,Š·ĘNĄ─±Z╗»åóäėĢrķg×ķ40╠ņū¾ėęĪŻ
(2)ĮėĘN╬█─ÓĄ─±Z╗»╩▄Ąū╬’ØŌČ╚Ą─ė░Ēæ▌^┤¾,▒Šįć“ץ┌ę╗Ų┌ĮY╣¹▒Ē├„,«ö└█ėŗ▀M┴Ž21.2╔²Ģr,╝┤±Z╗»Ą┌10╠ņ,«aÜŌ┴┐ķ_╩╝Ž┬ĮĄ,ų┴Ą┌11╠ņ,Š·ĘN╗Ņąį╩▄ĄĮęųųŲ,╗∙▒Š▓╗«aÜŌĪŻĄ┌Č■Ų┌ę▓ėąŅÉ╦ŲĮY╣¹,«ö└█ėŗ▀M┴Ž15.9╔²Ģr,ėųųžÅ═│÷¼F╔Ž╩÷ęųųŲ¼FŽ¾ĪŻ
(3)į┌Į├╣╦žÅU╦«Ą─ģÆč§░lĮ═╠Ä└Ē▀^│╠ųą,Ė∙ō■Š·ĘNĄ─±Z╗»åóäėĢrķg,Ęų×ķā╔éĆļAČ╬Ą─▀\ąą,Ą┌ę╗ļAČ╬×ķåóäėļAČ╬,Ą┌Č■ļAČ╬×ķš²│Ż▀\▐DļAČ╬ , įöęŖ▒Ē 2 ĪŻ
2.2 ėæšō
(1)▒Šįć“ץ──┐Ą─į┌ė┌╠ĮėæĮ├╣╦žÅU╦«ģÆ觎¹╗»╠Ä└ĒĄ─┐╔ąąąį,═©▀^įć“×,╬ęéāšJ×ķĮ├╣╦žÅU╦«└¹ė├ģÆ觎¹╗»╝╝ąg,COD╚ź│²┬╩į┌85.2%,▀_ĄĮ┴╦▌^└ĒŽļĄ─╠Ä└Ēą¦╣¹ĪŻ
(2)ęį┐╣Š·╦žÅU╦«×ķĄū╬’Ą─╬█─Ó±Z╗»,ė╔ė┌Ąū╬’ųąÜł┴¶┐╣╔·╦žĄ─ęųųŲū„ė├,╩╣Ą├ĮėĘN╬█─Óī”Ąū╬’Ą─▀mæ¬─▄┴”ėąę╗Č©Ž▐Č╚,«öĄū╬’│¼▀^ę╗Č©ØŌČ╚Ģr,ī”ģÆč§░lĮ═Š═«a╔·ęųųŲū„ė├,ę“┤╦į┌ų▓Įį÷╝ėĄū╬’žō║╔▀^│╠ųą,ę¬ėą║Ž▀mĄ─ĘČć·ĪŻ
(3)┐╣╔·╦žÅU╦«║¼ėąęųųŲģÆ觊·╗ŅąįĄ─Üł┴¶┐╣╔·╦ž,į┌±Z╗»▀^│╠ųą,▓┐Ęų├¶ĖąŠ·ųĻīó╩¦╗ŅČ°┐╣ąįŠ·ĘNīóų▓Į╔·ķL║═Ę▒ų│,ę“┤╦,Š·ĘNĄ─±Z╗»åóäė▀^│╠,īŹļH╔Ž╩Ū╗ŅąįŠ·ųĻĄ─▀xė²║═Ė╗╝»▀^│╠ĪŻįć“×▒Ē├„,┤╦▀^│╠┤¾╝sį┌40╠ņęį╔ŽĪŻ
(4)ā╔▓Į░lĮ═ųąĄ─╦ß╗»▀^│╠Ųų°ųžę¬Ą─ū„ė├ĪŻįć“×│§Ģr,ė╔ė┌ø]ėą▓╔ė├ā╔▓Į░lĮ═╦ß╗»╣ż╦ć,Š·ĘNį┌Č■┤╬±Z╗»▀^│╠ųąČ╝│÷¼F┴╦╩¦╗Ņ¼FŽ¾,╣╩Ą┌╚²┤╬ĮėĘN╬█─Ó±Z╗»,▓╔ė├┴╦╦ß╗»╣ż╦ć,░č«a╦ߎÓĖ·«a╝ū═ķŽÓŽÓī”Ęųķ_į┌▓╗═¼Ą─ŁhŠ│ųą▀Mąą,▀@śė▓╗Ą½Ž¹│²┴╦ę╗▓┐Ęųėą║”╬’┘|ī”ģÆ觊·Ą─ČŠ║”,Č°Ūę░čÅ═ļsĄ─ėąÖC╬’ĮĄĮŌ│╔×ķ║åå╬Ą─ėąÖC╦ß,ō]░l╦ß(ęįęę╦ßėŗ)║¼┴┐Å─751mg/L╔Ž╔²ų┴1557mg/L,╝ė┐ņ┴╦«a╝ū═ķŽÓ╬ó╔·╬’Ą─┤·ųxĪŻŠ▀¾wģóęŖhttp://www.jianfeilema.cnĖ³ČÓŽÓĻP╝╝ąg╬─ÖnĪŻ
(5)Į├╣╦žÅU╦«Ą─CODØŌČ╚Ė▀,pHųĄĄ═,ų▒Įė▀M╚ļģÆč§Ę┤æ¬Ų„,ä▌▒žė░Ēæ«a╝ū═ķŠ·Ą─╗Ņąį,į°įćė├╩»╗ę╦«š{╣ØpHųĄ,īŹ“×▒Ē├„,ė╔ė┌│÷¼F─²Š█¼FŽ¾,╩╣Ę┤æ¬Ų„ā╚Ņw┴Ż╬█─Ó▒Ē├µ░³╣³╔Žę╗īė─²Š█╬’Č°ĮĄĄ═╗ŅąįĪŻę“┤╦▒Šįć“×▓╔ė├ģÆ觎¹╗»│÷╦«░┤1(ÅU╦«)Ī├2(ģÆč§│÷╦«)Ą─▒╚└²▀Mąą╗ž┴„,▀@śė▓╗āH─▄š{╣ØpHųĄ,░č╦ß╗»ę║pH3.5╠ßĖ▀ĄĮ╗ņ║Žę║pH6,▀Ć─▄ŲŽĪßīū„ė├,╩╣▀M╚ļģÆč§Ę┤æ¬Ų„Ąū▓┐Ą─ÅU╦«CODØŌČ╚į┌1500mg/Lū¾ėę,▒ŻūC┴╦░lĮ═čbų├Ą─š²│Ż▀\ąąĪŻęį╔Ž│§▓Įįć“×▒Ē├„,æ¬ė├ģÆ觎¹╗»ā╔▓Į░lĮ═╣ż╦ć╠Ä└ĒĮ├╣╦ž╔·«aÅU╦«,▓╔ė├Ė─▀Mą═╔Ž┴„╩ĮģÆč§╬█─Ó┤▓Ę┤æ¬Ų„▀Mąąę╗╝ēų╬└Ē,╩╣ÅU╦«CODØŌČ╚Å─33944mg/LŽ┬ĮĄĄĮ5016mg/Lū¾ėę,╚ź│²┬╩▀_ĄĮ85%,╩Ū┐╔ąąĄ─ĪŻ

