ļŖūėąąśIPCBÅU╦«Ą─╠Ä└ĒĘĮĘ©
ųąć°╬█╦«╠Ä└Ē╣ż│╠ŠW ĢrķgŻ║2016-12-30 14:09:15
╬█╦«╠Ä└Ē╝╝ąg | ģRŠ█╚½Ū“Łh▒Ż┴”┴┐Ż¼ĮĄĄ═Ų¾śIų╬╬█│╔▒Š
ĪĪĪĪĮ³─ĻüĒŻ¼ļSų°ļŖūėąąśIĄ─čĖ╦┘░lš╣Ż¼ŠĆ┬Ę░ÕĄ─ąĶŪ¾┴┐ĘŪ│Ż═·╩óŻ¼Č°ėĪ╦óŠĆ┬Ę░Õ(printed circuit boardŻ¼PCB) ╦∙«a╔·Ą─ÅU╦«┴┐ę▓į┌ų─Ļį÷╝ė. PCBÅUę║╩Ūę╗ĘN║¼ėą┤¾┴┐░▒¹}║═ųžĮī┘Ą─¤oÖCÅU╦«[1,2]. ╝┤╩╣═©▀^š¶░▒Ą╚╬’╗»╩ųČ╬▀Mąą░▒╦«╗ž╩šŻ¼Ųõ│÷╦«NH4+-NØŌČ╚ę▓ę¬▀_ĄĮ500mg ĪżL-1ū¾ėę. ▀\ė├é„ĮyĄ─Ž§╗»Ę┤Ž§╗»╣ż╦ć╠Ä└ĒĢrŽ§╗»▀^│╠ŲžÜŌąĶę¬┤¾┴┐Ą─äė┴”Ž¹║─Ż¼═¼ĢrąĶę¬═Č╝ė╝ū┤╝ū„×ķĘ┤Ž§╗»╠╝į┤Ż¼╠Ä└Ē│╔▒ŠĖ▀Ż¼╠Ä└ĒļyČ╚┤¾.
ĪĪĪĪ▓┐Ęųü厧╗»-ģÆč§░▒č§╗»ū„×ķę╗ĘNą┬ą═Ą─ĮM║Ž╔·╬’├ōĄ¬╣ż╦ćŻ¼Š▀ėą¤oąĶėąÖC╬’ģó┼cŻ¼▒▄├Ō├ōĄ¬▀^│╠«a╔·Ą─Č■┤╬╬█╚ŠŻ¼║─č§┴┐╔┘║═─═Ė▀¹}Č╚Ą─╠ž³cČ°╩▄ĄĮÅVĘ║ĻPūó[3, 4, 5]. ─┐Ū░Ż¼▓┐Ęųü厧╗»ģÆč§░▒č§╗»┬ō║Ž╣ż╦ćęčĮø│╔╣”Ąž▀\ė├ĄĮ└¼╗°ØB×Vę║[6,7]Īó ╬ČŠ½ÅU╦«[8]Īó ╗»╣żÅU╦«[9]Ą╚ąąśIĖ▀░▒ÅU╦«Ą─╠Ä└Ē.
ĪĪĪĪ╚╗Č°Ż¼║├č§░▒č§╗»Š·║═ģÆč§░▒č§╗»Š·┤µį┌╚▄ĮŌč§Īó pHĄ╚╔·└Ē╠žąįĘĮ├µ▓Ņ«É[10]Ż¼ī¦ų┬┬ō║Ž▀\ąą▀^│╠ųą┤µį┌┐žųŲļyČ╚. ×ķ┤╦▒ŠšnŅ}ĮMįOėŗ┴╦ę╗ĘNą┬ą═Ą─ü厧╗»-ģÆč§░▒č§╗»ę╗¾w╗»čbų├Ż¼īŹ¼Fü厧╗»┼cģÆč§░▒č§╗»Š·į┌å╬ę╗Ę┤æ¬Ų„Ęųģ^┼ÓB. įōčbų├║¾ų├ü厧╗»╣ż╦ćŻ¼└¹ė├ü厧╗»ŲžÜŌ╬▓ÜŌīóü厧╗»ę║ÜŌ╔²╗ž┴„ų┴ģÆč§ģ^Ż¼▓ó│╔╣”īŹ¼F┴╦║¼░▒ÅU╦«Ą─ūįB╔·╬’├ōĄ¬╠Ä└ĒŻ¼├ōĄ¬╦┘┬╩ūŅĮKĘĆČ©į┌1.46 kg Īż(m3 Īżd)-1 [11].
ĪĪĪĪ×ķ┤╦Ż¼▒Š╬─īó▓╔ė├┤╦ę╗¾w╗»Ę┤æ¬Ų„▀MąąēAąįPCBÅUę║╠Ä└ĒŻ¼čąŠ┐ę╗¾w╗»Ę┤æ¬Ų„╠Ä└ĒēAąįPCBÅU╦«Ą─┐╔ąąąį╝░╠Ä└Ē▀^│╠ųąĘ┤æ¬Ų„Ą─▀\ąą╠žąįŻ¼ų╝į┌×ķļŖūėąąśI║¼░▒Ą─ēAąįPCBÅU╦«├ōĄ¬╠Ä└Ē╠ß╣®ę╗éĆą┬Ą─╣ż╦ć┼cčbéõ. 1 ▓─┴Ž┼cĘĮĘ© 1.1 čbų├┼c▀\ąąŚl╝■
ĪĪĪĪü厧╗»-ģÆč§░▒č§╗»ę╗¾w╗»Ę┤æ¬Ų„ė╔Ž┬▓┐ų▒ÅĮ100 mm║═╔Ž▓┐ų▒ÅĮ140 mmĄ─łAų∙ą╬ėąÖC▓Ż┴¦ųŲ│╔Ż¼┐éĖ▀Č╚920 mmŻ¼┐éėąą¦¾wĘe12 L(łD 1). ŲõųąŽ┬▓┐ģÆč§ģ^5.25 L(ė╔╬█─Ó┴„╗»ģ^3.67 LŻ¼ģÆč§╔·╬’─żģ^1.58 LĮM│╔)Ż¼╔Ž▓┐║├č§╔·╬’─żģ^4.43 LŻ¼╬█─Ó│┴ĄĒģ^2.32 L. ║├č§ģ^╚▄ĮŌ觊S│ųį┌0.5~1 mg ĪżL-1ų«ķgŻ¼ė╔ÜŌ¾w▐Dūė┴„┴┐ėŗ┐žųŲ▀M╚ļĄ─┐šÜŌ┴„┴┐īŹ¼F. ║├č§ģ^ŲžÜŌ║¾Ą─╬▓ÜŌė╔╚²ŽÓĘųļxŲ„╩š╝»║¾═©▀^ī¦ÜŌ╣▄ę²╚ļÜŌ╔²╩ęŻ¼╩╣Ą├║├č§ģ^Ą─ü厧╗»ę║ÜŌ╔²╚ļÜŌ╔²╩ę. ü厧╗»ę║į┌ÜŌ╔²╩ęā╚═©▀^╗ž┴„╣▄╗ž┴„ų┴Ę┤æ¬Ų„Ąū▓┐Ą─╬█─Ó┴„╗»ģ^Ż¼ęįØMūŃģÆč§░▒č§╗»Š·ī”NO2--NĄ─ąĶŪ¾. ▀M╦«▀\ąąĘĮ╩Į×ķ▀B└m┴„Ż¼┴„┴┐ė╔╚õäė▒├┐žųŲ. š¹éĆĘ┤æ¬Ų„Ą─£žČ╚┐žųŲį┌30ĪµĪ└2ĪµŻ¼ė╔ÜŌįĪ╝ė¤ß┐žųŲš{╣Ø.
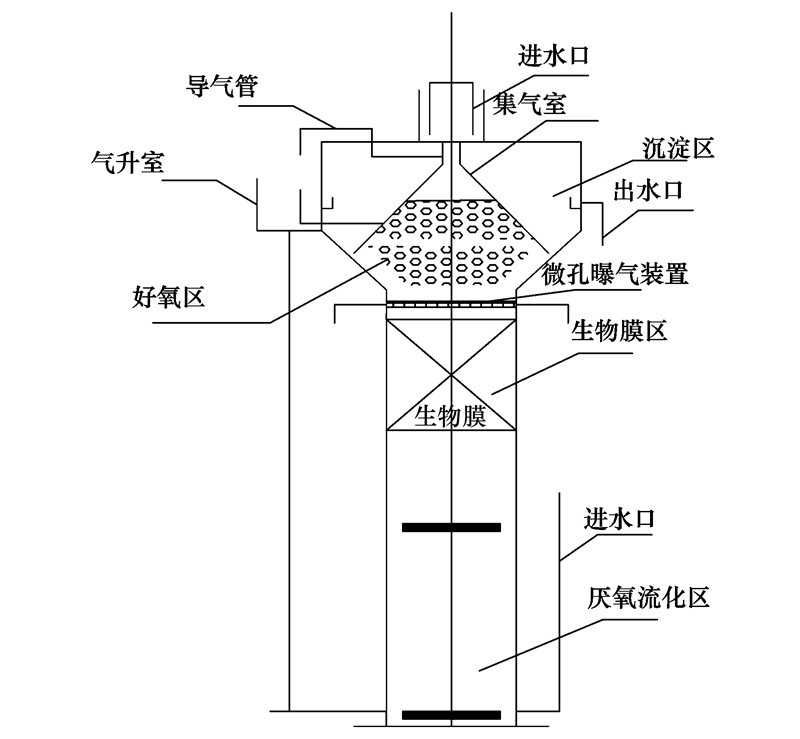
ĪĪĪĪłD 1 ▓┐Ęųü厧╗»ģÆč§░▒č§╗»ę╗¾w╗»Ę┤æ¬Ų„
ĪĪĪĪ1.2 ĮėĘN╬█─Ó
ĪĪĪĪ║├č§ģ^ĮėĘN│╔╩ņĄ─ü厧╗»╔·╬’─żŻ¼įō╔·╬’─żūŅ│§üĒį┤ė┌Įø▀^150 dū¾ėę±Z╗»Ą─ü厧╗»╔·╬’─żĘ┤æ¬Ų„[12]Ż¼ĮėĘN┴┐1.5 L. ┴„╗»ģ^ĮėĘN│╔╩ņĄ─ģÆč§░▒č§╗»╬█─Ó╚ĪūįīŹ“×╩ęķLŲ┌▀\ąąĄ─ģÆč§░▒č§╗»ĘN─ÓĘ┤æ¬Ų„[13]Ż¼ĮėĘN┴┐1 L. └¹ė├╚╦╣ż─ŻöMÅU╦«Įø▀^104 dĄ─▀\ąą║¾Ż¼ę╗¾w╗»Ę┤æ¬Ų„│╔╣”īŹ¼F▓┐Ęųü厧╗»-ģÆč§░▒č§╗»┬ō║Ž├ōĄ¬Ż¼├ōĄ¬╦┘┬╩Å─0.25 kg Īż(m3 Īżd)-1╔Ž╔²ĄĮ1.46 kg Īż(m3 Īżd)-1.
ĪĪĪĪ1.3 ÅU╦«ĮM│╔
ĪĪĪĪŅA╠Ä└ĒĢrŻ¼Ė∙ō■Ū░Ų┌ųžĮī┘ļxūėī”ģÆč§░▒č§╗»╬█─Ó╗Ņąįė░ĒæĄ─蹊┐[14]Ż¼═©▀^═Č╝ė╣╠¾w┴“╗»Ōcą╬│╔ųžĮī┘┴“╗»╬’Ż¼īóÅU╦«ųąĄ─Cu2+ØŌČ╚┐žųŲį┌1mg ĪżL-1ęįā╚.
ĪĪĪĪ╚╦╣ż─ŻöMÅU╦«NH4+-Nė╔NH4Cl╠ß╣®Ż¼═¼Ģr╠Ē╝ėNaHCO3 1g ĪżL-1Ż¼KHCO3 1g ĪżL-1Ż¼KH2PO4 27mg ĪżL-1Ż¼CaCl2 Īż2H2O 136 mg ĪżL-1Ż¼MgSO4 Īż7H2O 20 mg ĪżL-1Ż¼╬ó┴┐į¬╦žó±1 mL ĪżL-1║═╬ó┴┐į¬╦žó“1.25 mL ĪżL-1. ╬ó┴┐į¬╦žØŌ┐sę║ó±ĮMĘų×ķŻ║EDTA 5 000 mg ĪżL-1Ż¼FeSO4 5 000 mg ĪżL-1; ╬ó┴┐į¬╦žØŌ┐sę║ó“ĮMĘų×ķŻ║EDTA 5 000 mg ĪżL-1Ż¼ZnSO4 Īż7H2O 430 mg ĪżL-1Ż¼CoCl2 Īż6H2O 240 mg ĪżL-1Ż¼MnCl2 Īż4H2O 990 mg ĪżL-1Ż¼CuSO4 Īż5H2O 250 mg ĪżL-1Ż¼NaMoO4 Īż2H2O 220 mg ĪżL-1Ż¼NiCl2 Īż6H2O 190 mg ĪżL-1Ż¼NaSeO4 Īż10H2O 210 mg ĪżL-1Ż¼H3BO4 14 mg ĪżL-1.
ĪĪĪĪēAąįPCBÅUę║═Ļ╚½ė╔ŅA╠Ä└Ē║¾Ą─ēAąįPCBÅUę║╠ß╣®Ż¼═©▀^ŽĪßī║¾▀_ĄĮ╦∙ąĶØŌČ╚Ż¼═¼Ģr╠Ē╝ėNaHCO3 1g ĪżL-1Ż¼KHCO3 1g ĪżL-1ū„×ķēAČ╚║═¤oÖC╠╝į┤Ż¼▓ó╠Ē╝ė1/100╔·╗Ņ╬█╦«ča│õ╬ó┴┐į¬╦ž.
ĪĪĪĪ1.4 £yČ©ĒŚ─┐┼cĘĮĘ©
ĪĪĪĪ╦«┘|ųĖś╦Ą─£yČ©ĘĮĘ©Š∙░┤šš╬─½I[15]. NH4+-N▓╔ė├╝{╩ŽĘų╣Ō╣ŌČ╚Ę©; NO2--N▓╔ė├N-(1▌┴╗∙)-ęęČ■░ĘĘų╣Ō╣ŌČ╚Ę©; NO3--N▓╔ė├ļxūė╔½ūVĘ©; DO▓╔ė├├Ę╠ž└š¤╔╣ŌĘ©į┌ŠĆ▒O£yāx; ORP/pH▓╔ė├äP├└╠®┐╦į┌ŠĆ▒O£yāx; FISH▓╔ė├¤╔╣Ō’@╬óńR(NI-U,nikon,╚š▒Š).
ĪĪĪĪ1.5 ¤╔╣ŌįŁ╬╗ļsĮ╗ (FISH)Ęų╬÷
ĪĪĪĪę└ššIsakaĄ╚[16]Ą─FISH▓Į¾Eī”║├č§ģ^╔·╬’─ż║═ģÆč§ģ^╬█─Ó▀Mąą╣╠Č©. ╩ūŽ╚īó╚Ī│÷Ą─╔·╬’śėŲĘĘ┼ų├į┌ą┬§rĄ─4% ČÓŠ█╝ū╚®╚▄ę║ųą╣╠Č©Ż¼Ę┼ų├į┌4ĪµĄ─▒∙Žõųą▀^ę╣. ╚╗║¾īó╚Ī│÷Ą─śėŲĘė├┴ū╦ߊÅø_ę║▀Mąąø_Ž┤Ż¼Įėų°Ę┼ų├ŽÓ═¼¾wĘeĄ─ęę┤╝+PBS(1 Ī├1Ż¼┘|┴┐▒╚)╚▄ę║ųą. į┘Ęųäe└¹ė├▓╗═¼ØŌČ╚╠▌Č╚(20%Īó 40%Īó 60%Īó 80%║═100%)Ą─ęę┤╝ī”▒Ż▓žśėŲĘ▀Mąą├ō╦«Ż¼ūŅ║¾īóśėŲĘĘ┼ų├į┌-20Īµ▒∙Žõųą▒Ż▓ž.
ĪĪĪĪļsĮ╗▀^│╠ųą▀\ė├ĄĮAmx368Ż¼NSO190║═EUB(338Īó 338-ó“║═338-ó¾)▀@3ĘN╠Įßś. ╦∙ėąĄ─ļsĮ╗Śl╝■Īó ø_Ž┤Śl╝■║═¤╔╣Ōś╦ėøŠ∙┴ąį┌▒Ē 1ųą. ╦∙ėąśėŲĘļsĮ╗│╠ą“ę└ššManzĄ╚[17]ĮķĮBĄ─īŹ“×▓Į¾E▀Mąą. īó╦∙ėąśėŲĘ╝ė╔ŽļsĮ╗ę║║═╠Įßś(ØŌČ╚5 ng ĪżmL-1)▓óīóŲõĘ┼ų├į┌ļsĮ╗āx(ThermoBriteŻ¼USA)ųą▀MąąļsĮ╗Ż¼ļsĮ╗£žČ╚46ĪµŻ¼ļsĮ╗Ģrķg4h. ļsĮ╗║¾Ęųäe└¹ė├4▒ČĄ─ø_Ž┤ę║(║¼ėą20 mmol ĪżL-1Tris ŠÅø_ę║,0.01% SDSŻ¼NaCl ØŌČ╚ęŖ▒Ē 1)║═¤oŠ·╦«ī”Ųõ▀Mąąø_Ž┤Ż¼╚╗║¾į┌╩ę£žŽ┬┴└Ė╔. ūŅ║¾ī”Ųõ▀MąąńRÖz.
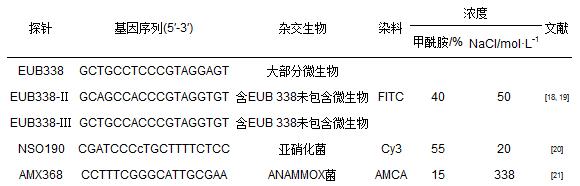
ĪĪĪĪ▒Ē 1 FISH▀^│╠ļsĮ╗╠ĮßśĪó ļsĮ╗ę║╝░ŪÕŽ┤ę║ØŌČ╚
ĪĪĪĪ2 ĮY╣¹┼cĘų╬÷ 2.1 PCBÅU╦«į┌ę╗¾w╗»Ę┤æ¬Ų„ųąĄ¬╦ž▐D╗»╝░╚ź│²┴┐ūā╗»
ĪĪĪĪį┌Ę┤æ¬Ų„▀\ąąĄ─Ū░6 d ęį╚╦╣ż─ŻöMÅU╦«▀M╚ļĘ┤æ¬Ų„(łD 2)Ż¼▀M╦«NH4+-NØŌČ╚┐žųŲį┌300mg ĪżL-1ū¾ėęŻ¼HRT┐žųŲį┌3.6 hŻ¼Ą¬╚▌Ęežō║╔▀_ĄĮ1.99 kg Īż(m3 Īżd)-1. Ę┤æ¬Ų„ā╚▓┐Ęųü厧╗»┼cģÆč§░▒č§╗»Ę┤æ¬īŹ¼F┴╦║▄║├Ą─┬ō║ŽŻ¼│÷╦«NH4+-NĪó NO2--N║═NO3--NØŌČ╚ĘųäeĘĆČ©į┌50Īó 14.5║═14 mg ĪżL-1ū¾ėęŻ¼├ōĄ¬╦┘┬╩ūŅĖ▀▀_ĄĮ1.49 kg Īż(m3 Īżd)-1.
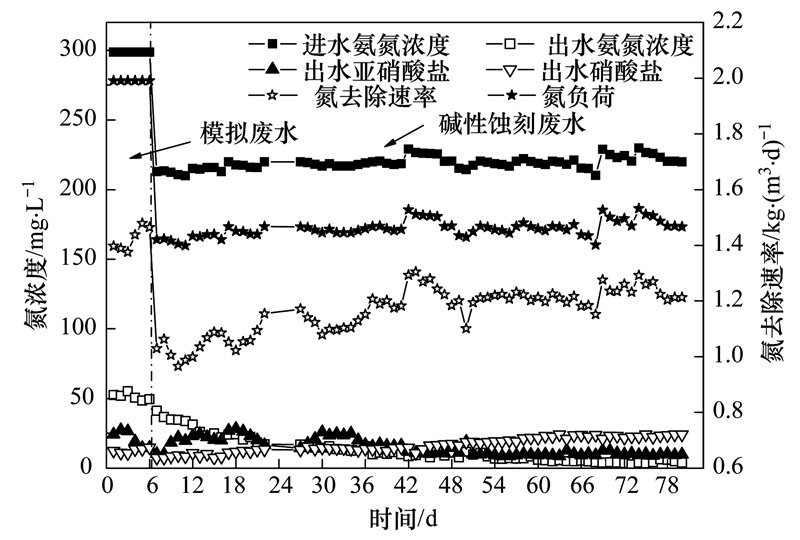
ĪĪĪĪłD 2 ę╗¾w╗»Ę┤æ¬Ų„Ą¬╦ž╝░├ōĄ¬ą¦─▄ūā╗»
ĪĪĪĪį┌Ę┤æ¬Ų„▀\ąąĄ─Ą┌8 dŻ¼ÅU╦«ųąĄ─NH4+-N═Ļ╚½ė╔ēAąįPCBÅUę║ųąĄ─NH4+-N╠ß╣®Ż¼ØŌČ╚┐žųŲį┌210~220 mg ĪżL-1ų«ķg. ▀\ąą│§Ų┌Ż¼│÷╦«NH4+-N║═NO2--NØŌČ╚Ęųäe×ķ41 mg ĪżL-1║═10.2 mg ĪżL-1Ż¼╗∙▒Š┼c─ŻöMÅU╦«▀\ąąĢrĄ─│÷╦«ØŌČ╚ŽÓ═¼Ż¼Č°NO3--NØŌČ╚Ž┬ĮĄų┴7.4 mg ĪżL-1Ż¼ī”æ¬├ōĄ¬╦┘┬╩×ķ1.02 kg Īż(m3 Īżd)-1. Ū░Ų┌Ą─蹊┐▒Ē├„[14]▀M╦«ųą▀m«ö╠ßĖ▀Cu2+ØŌČ╚─▄ē“┤╠╝ż╬ó╔·╬’╗ŅąįŻ¼Č°▒ŠĘ┤æ¬Ų„ā╚ģs│÷¼F├ōĄ¬ą¦─▄Ą─Ž┬ĮĄŻ¼Ęų╬÷ŲõįŁę“┐╔─▄╩ŪPCBÅU╦«Š▀ėą▌^Ė▀¹}Č╚Ż¼╝┤╩╣ŽĪßīę▓├„’@Ė▀ė┌─ŻöMÅU╦«. MaĄ╚[22]蹊┐▒Ē├„Č╠Ģ║Ą─¹}Č╚ø_ō¶╚▌ęū╩╣Ą├ģÆč§░▒č§╗»╬█─Ó├ōĄ¬ą¦─▄ĮĄĄ═. ę“┤╦Ż¼│÷¼FĄ¬╦ž▐D╗»ą¦─▄Ž┬ĮĄĄ─¼FŽ¾┐╔─▄╩Ū¹}Č╚▓©äėŻ¼ī¦ų┬╬ó╔·╬’▓╗─▄╝░Ģr▀mæ¬ŁhŠ│╦∙ų┬.
ĪĪĪĪļSų°Ę┤æ¬Ų„Ą─│ų└m▀\ąąŻ¼Ą¬╦žį┌▓╗═¼ģ^ė“ā╚Ą─▐DōQ─▄┴”ų▓Įį÷ÅŖ. «öĘ┤æ¬Ų„▀\ąąų┴80 dĢrŻ¼│÷╦«NH4+-N║═NO2--NØŌČ╚ĘųäeĮĄĄ═▓óĘĆČ©į┌4.0 mg ĪżL-1║═9.8 mg ĪżL-1ū¾ėęŻ¼│÷╦«NO3--NØŌČ╚ļSų°ģÆč§░▒č§╗»├ōĄ¬ą¦─▄Ą─į÷╝ėųØu╔²Ė▀▓óĘĆČ©į┌24.1 mg ĪżL-1Ż¼═¼Ģr│÷╦«╦«┘|ØMūŃąąśIÅU╦«┐饬ąĪė┌50 mg ĪżL-1Ą─Įė╣▄┼┼Ę┼ś╦£╩. ę╗¾w╗»Ę┤æ¬Ų„┐饬╚ź│²╦┘┬╩ūŅĖ▀▀_ĄĮ1.29 kg Īż(m3 Īżd)-1Ż¼šf├„▓┐Ęųü厧╗»-ģÆč§░▒č§╗»ę╗¾w╗»Ę┤æ¬Ų„═Ļ╚½─▄ē“īŹ¼F║¼░▒ēAąįPCBÅUę║Ą─ūįB╔·╬’├ōĄ¬.
ĪĪĪĪ2.2 ę╗¾w╗»Ę┤æ¬Ų„Ė„╣”─▄ģ^ė“ģóöĄ╝░Ą¬╦ž▐D╗»ą¦─▄Ą─ūā╗»
ĪĪĪĪ▓┐Ęųü厧╗»-ģÆč§░▒č§╗»ę╗¾w╗»Ę┤æ¬Ų„Ė„ģ^ė“ŁhŠ│ę“ūėĄ─┐žųŲ╩ŪŽÓæ¬Ą¬╦ž▐D╗»╬ó╔·╬’Ė▀ą¦Ė╗╝»┼ÓBĄ─Ū░╠ß. į┌─ŻöMÅU╦«┼cēAąįPCBÅU╦«ŪąōQ▀^│╠ųąĖ„ģ^ė“ģóöĄ╝░Ą¬╦ž▐D╗»ą¦─▄╚ńłD 3╦∙╩Š. į┌Ę┤æ¬Ų„▀\ąąĄ─Ū░6 dŻ¼║├č§ģ^ORPŠS│ųį┌85 mVū¾ėęŻ¼£žČ╚ŠS│ųį┌27ĪµŻ¼pHŠS│ųį┌8.38ū¾ėę[łD 3(a)]. ēAąįPCBÅUę║╠µ┤·─ŻöMÅU╦«▀M╚ļ║¾Ż¼Ę┤æ¬Ų„ā╚Ą─£žČ╚╚į╠Äė┌27Īµū¾ėęŻ¼Ą½╩ŪpHųĄ│÷¼FąĪĘ∙Ž┬ĮĄŻ¼ŠS│ųį┌7.8~8.0ų«ķg. ═¼Ģrį┌▓╗Ė─ūā▀MÜŌ┴┐Ą─Śl╝■Ž┬Ż¼ü厧╗»ģ^Ą─ORPųĄļSų°ü厧╗»─▄┴”Ž┬ĮĄČ°╔Ž╔²Ż¼╠Äė┌100~110 mVų«ķg▓©äė. ļSų°ģÆč§░▒č§╗»Š·ī”NO2--NąĶŪ¾Ą─į÷╝ėŻ¼į┌Ę┤æ¬Ų„▀\ąąĄ─36 dŻ¼▀MÜŌ┴┐ė╔200 L Īżh-1į÷╝ėĄĮ250 L Īżh-1ĢrŻ¼Ę┤æ¬Ų„ORPųĄ▀Mę╗▓Į╔²Ė▀▓óĘĆČ©į┌130 mVū¾ėę. Hellinga[23]蹊┐▒Ē├„«ö£žČ╚▀_ĄĮ25Īµęį╔ŽĢrŻ¼
ĪĪĪĪAOBį÷ķL╦┘┬╩┤¾ė┌NOBŻ¼ėą└¹ė┌AOBĄ─Ė╗╝». ÓćŗÕĄ╚[24]蹊┐▒Ē├„ORPųĄ┐žųŲį┌60~75 mVĢr─▄ē“īŹ¼Fü厧╗»Ę┤æ¬Ų„Ą─ĘĆČ©▀\ąą. ę“┤╦║├č§ģ^Ą─ŁhŠ│╗∙▒ŠØMūŃü厧╗»Š·╔·ķLĄ─ąĶŪ¾. ┐╔─▄╩Ūę“×ķ▀M╦«ųąėą│õūŃĄ─HCO3-Ż¼ģÆč§ģ^pHųĄį┌▓╗═¼─ŻöMÅU╦«▀M╚ļ║¾Ą─ūā╗»▓ó▓╗┤¾Ż¼╗∙▒ŠŠS│ųį┌7.7~8.3ų«ķg[łD 3(b)]. ģÆč§ģ^Ą─£žČ╚ę▓╗∙▒ŠŠS│ųį┌28~33Īµų«ķg. ģÆč§ģ^ORPį┌Ė³ōQ─ŻöMÅU╦«Ū░║¾ę╗ų▒▒Ż│ųį┌-457~-520 mVų«ķgŻ¼╬┤░l╔·├„’@ūā╗». ļS▀MÜŌ┴┐╠ß╔²Ż¼ļm╚╗ÜŌ╔²╩ęü厧╗»ę║╗ž┴„┴┐├„’@į÷╝ėŻ¼Ą½╩ŪORPųĄĘĆČ©į┌-380~-440 mVų«ķgŻ¼ģÆč§ģ^╗∙▒Š╠Äė┌ģÆč§ĀŅæB. šf├„ģÆč§ģ^Ą─ŁhŠ│╗∙▒ŠØMūŃģÆč§░▒č§╗»Ą─╔·ķLŁhŠ│[10].
ĪĪĪĪ×ķ┴╦┐╝▓ņę╗¾w╗»Ę┤æ¬Ų„ā╚║├č§ģ^NO2--N«a╔·╦┘┬╩┼cģÆč§ģ^ģÆč§░▒č§╗»├ōĄ¬╦┘┬╩Ą─ūā╗».Ė∙ō■║├č§ģ^║═ģÆč§ģ^ģóöĄĄ─ūā╗»Ż¼ī”ę╗¾w╗»Ę┤æ¬Ų„ā╚Ą─ģ^ė“Ę┤æ¬ū„╚ńŽ┬╝┘įOŻ║ó┘ ║├č§ģ^┤µį┌╚▄ĮŌ觯¼╦∙ęįāH░l╔·ü厧╗»Ę┤æ¬; ó┌ģÆč§ģ^ORPę╗ų▒╠Äė┌žōųĄŻ¼ī┘ė┌ģÆ解hŠ│Ż¼╦∙ęįų╗┤µį┌ģÆč§░▒č§╗»Ę┤æ¬; ó█ ║÷┬į║├č§ģ^╔·╬’─żā╚▓┐┐╔─▄░l╔·Ą─╬ó┴┐ģÆč§░▒č§╗»Ę┤æ¬; ó▄║÷┬įģÆč§ģ^ę“╬ó╔·╬’╦└═÷╝░▀M╦«öyĦėąÖC╬’┐╔─▄┤µį┌Ą─Ę┤Ž§╗»Ę┤æ¬. Ė∙ō■╔Ž╩÷╝┘įOėŗ╦ŃĄ├ĄĮę╗¾w╗»Ę┤æ¬Ų„ā╚Ė„ģ^ė“Ą¬žō║╔║═╬ó╔·╬’Ą─Ą¬▐D╗»ą¦─▄. Įø▀^80 dĄ─▀\ąąŻ¼║├č§ģ^NO2--N«a╔·╦┘┬╩ĘĆČ©į┌2.05 kg Īż(m3 Īżd)-1Ż¼ī”æ¬Ą¬žō║╔╝s4.2 kg Īż(m3 Īżd)-1 [łD 3(a)]; ģÆč§ģ^Ą─├ōĄ¬╦┘┬╩ĘĆČ©į┌2.91 kg Īż(m3 Īżd)-1Ż¼ī”æ¬Ą─Ą¬žō║╔ŠS│ųį┌3.4 kg Īż(m3 Īżd)-1 [łD 3(b)]. šf├„įōŅÉą═▓┐Ęųü厧╗»-ģÆč§░▒č§╗»ę╗¾w╗»Ę┤æ¬Ų„Ė„╣”─▄ģ^ė“╬ó╔·╬’▀mæ¬ēAąįPCBÅU╦«Ą─ŁhŠ│.
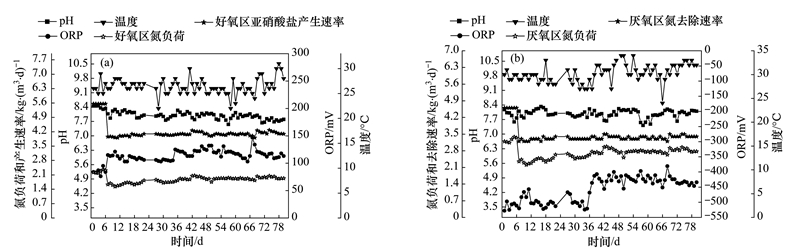
ĪĪĪĪłD 3 ║├č§ģ^ü厧╗»║═ģÆč§ģ^ģÆč§░▒č§╗»ą¦─▄ūā╗»
ĪĪĪĪ2.3 ēAąįPCBÅU╦«ī”Ė„ģ^ė“╔·╬’ą╬æBĄ─ė░Ēæ
ĪĪĪĪīóĮø▀^80 d▀\ąą║¾Ą─ę╗¾w╗»Ę┤æ¬Ų„║├č§ģ^╔·╬’─ż║═ģÆč§ģ^Ą─╬█─ÓĘųäe▀MąąFISHĘų╬÷Ż¼╚ńłD 4╦∙╩Š. Ęųäe└¹ė├╚½Š·╠Įßś(EUB338Īó EUB 338-ó“║═EUB338-ó¾)║═AOB╠Įßś(NSO190)ī”║├č§ģ^╔·╬’─ż▀Mąąś╦ėø; └¹ė├╚½Š·╠Įßś(EUB338Īó EUB 338-ó“║═EUB338-ó¾)║═ANAMMOXŠ·╠Įßś(AMX368)ī”ģÆč§ģ^Ņw┴Ż╬█─Ó▀Mąąś╦ėø. ╚½Š·╠Įßś▓╔ė├FITC ╚Š┴ŽŻ¼¤╔╣Ō╝ż░l║¾×ķŠG╔½. Č°AOB╠Įßś║═ANAMMOXŠ·╠ĮßśĘųäe▓╔ė├Cy3║═AMCA╠ĮßśŻ¼¤╔╣Ō╝ż░l║¾×ķ╝t╔½. ü厧╗»╔·╬’─ż╬█─ÓųąŠG╔½š╝śO╔┘▓┐Ęų[łD 4(a)]Ż¼┤¾▓┐Ęųģ^ė“×ķ³S╔½(ŠG╔½┼c╝t╔½Å═║Ž║¾Ą─Ņü╔½)Ż¼šf├„║├č§ģ^Ą─ü厧╗»╔·╬’─żųą╬ó╔·╬’╗∙▒ŠęįAOB╚║×ķų„. ║├č§ģ^║¼ėą╔┘┴┐Ą─Ųõ╦³Š·ĘNŻ¼┐╔─▄╩ŪģÆč§ģ^ę╗ą®ą§ĀŅģÆč§░▒č§╗»╬█─Ó╔ŽĖĪ╦∙ų┬.
ĪĪĪĪģÆč§ģ^Ą─FISHĮY╣¹┤¾▓┐Ęųģ^ė“’@╩Š×ķ³S╔½[łD 4(b)]Ż¼ŠG╔½š╝śO╔┘▓┐ĘųŻ¼šf├„ģÆč§ģ^Ą─╬ó╔·╬’╗∙▒ŠęįANAMMOXŠ·╚║×ķų„Ż¼═¼Ģrü厧╗»ģ^╗ž┴„öyĦĄ─╬ó╔·╬’╬┤ī”ģÆč§ģ^ANAMMOXŠ·Ė╗╝»┼ÓB«a╔·ė░Ēæ. Å─FISHĘų╬÷▀Mę╗▓Įšf├„ę╗¾w╗»Ę┤æ¬Ų„║├č§ģ^║═ģÆč§ģ^Ą─ŁhŠ│╩«Ęų▀mę╦ŽÓæ¬╣”─▄Ą─AOB║═ANAMMOXŠ·╔·ķL.
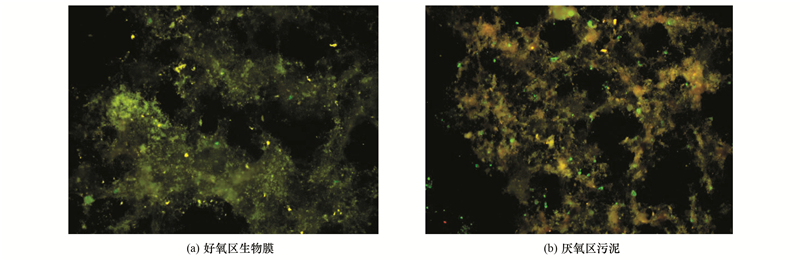
ĪĪĪĪłD 4 ║├č§ģ^╔·╬’─ż║═ģÆč§ģ^Ņw┴Ż╬█─Ó╔·╬’╚║┬õĘų▓╝
ĪĪĪĪ2.4 ▓┐Ęųü厧╗»ģÆč§░▒č§╗»┬ō║Ž╣ż╦ćį┌Ė▀░▒Ą¬ÅU╦«╠Ä└ĒųąĄ─ā×įĮąį
ĪĪĪĪ─┐Ū░Ż¼æ¬ė├ė┌īŹļH║¼░▒ÅU╦«╠Ä└ĒĄ─▓┐Ęųü厧╗»-ģÆč§░▒č§╗»┬ō║Ž╣ż╦ćĄ─ĮM║Žą╬╩Įėąā╔ĘNŻ¼ę╗ĘN╩Ūā╔▓Į╩ĮŻ¼╝┤īóü厧╗»Ę┤æ¬┼cģÆč§░▒č§╗»Ę┤æ¬ĘųäeĘ┼ų├į┌ā╔éĆĘ┤æ¬Ų„ųąŻ¼═©▀^┤«┬ōīŹ¼FŲõ╣ż╦ćĄ─┬ō║Ž; ┴Ēę╗ĘN╩Ūę╗▓Į╩ĮŻ¼╝┤īóü厧╗»Ę┤æ¬┼cģÆč§░▒č§╗»Ę┤æ¬Ę┼ų├į┌å╬ę╗Ę┤æ¬Ų„ā╚Ż¼═©▀^Ž▐觥╚┐žųŲģóöĄĄ─š{┐žīŹ¼FŲõģf═¼├ōĄ¬. TakaakiĄ╚[25]▓╔ė├SBR+UASBĘ┤æ¬Ų„┤«┬ō│╔╣”īŹ¼F▓┐Ęųü厧╗»-ģÆč§░▒č§╗»Ę┤æ¬Ą─┬ō║ŽŻ¼▓óīóŲõ▀\ė├ė┌ļŖūėąąśI░ļī¦¾wÅU╦«╠Ä└ĒŻ¼Įø▀^ķLŲ┌▀\ąą║¾Ż¼ü厧╗»Ę┤æ¬Ų„ü厧╦ß¹}▐D╗»╦┘┬╩ūŅĖ▀▀_ĄĮ0.48 kg Īż(m3 Īżd)-1Ż¼ģÆč§░▒č§╗»Ę┤æ¬Ų„├ōĄ¬╦┘┬╩ūŅĖ▀▀_ĄĮ3.29 kg Īż(m3 Īżd)-1. Ą½╩ŪŲõį┌▀\ąą▀^│╠ųąąĶę¬╠Ē╝ė┤¾┴┐╦ßēAė├ė┌š{╣ØĖ„éĆå╬į¬Ą─pHųĄŻ¼┐žųŲ▀^│╠Å═ļsŻ¼┐žųŲļyČ╚į÷╝ė. LacknerĄ╚[26]ī”▀\ė├ĄĮ╣żśI╗»Ą─▒ŖČÓ▓┐Ęųü厧╗»-ģÆč§░▒č§╗»┬ō║Ž╣ż╦ćš{▓ķ║¾░l¼Fė╔ė┌pHųĄ▓©äėī¦ų┬├ōĄ¬ą¦─▄É║╗»Ė┼┬╩▀_ĄĮ30%. ═¼Ģrü厧╗»ģ^ę“Ž§╗»╝ÜŠ·╔·ķLī¦ų┬ü厧╗»║▄ļyķLŲ┌ĘĆČ©▀\ąą.
ĪĪĪĪDavereyĄ╚[27]▓╔ė├SBRę╗▓Į╩ĮĘ┤æ¬Ų„═©▀^Ž▐ųŲ╚▄ĮŌč§│╔╣”īŹ¼F▓┐Ęųü厧╗»-ģÆč§░▒č§╗»Ę┤æ¬Ą─┬ō║ŽŻ¼▓óīóŲõ▀\ė├ė┌ļŖūėąąśIÅU╦«╠Ä└ĒŻ¼Įø▀^Į³500 dĄ─▀\ąąŻ¼Ę┤æ¬Ų„├ōĄ¬╦┘┬╩▀_ĄĮ0.82 kg Īż(m3 Īżd)-1. į┌▀\ąą▀^│╠ųą░l¼Fļm╚╗┐žųŲ╚▄ĮŌč§Ģ■│╔╣”īŹ¼F▓┐Ęųü厧╗»Ę┤æ¬Ż¼Ą½╩Ūü厧╗»┬╩▀^Ą═Ž▐ųŲų°š¹¾w╣ż╦ćĄ─├ōĄ¬ą¦─▄Ż¼Č°▀^Ė▀Ą─╚▄ĮŌč§ėųĢ■ī”ģÆč§░▒č§╗»Š·«a╔·ęųųŲ. GilbertĄ╚[28]į┌蹊┐▀^│╠ųąę▓░l¼F▀^Ą═Ą─ü厧╗»ą¦─▄╩ŪŽ▐ųŲę╗▓Į╩ĮĘ┤æ¬Ų„├ōĄ¬ą¦─▄Ą─ų„ę¬å¢Ņ}. ę“┤╦į┌ę╗▓Į╩ĮĘ┤æ¬Ų„ā╚┤µį┌ģÆč§░▒č§╗»Š·║═ü厧╗»Š·ī”╚▄ĮŌ觹ĶŪ¾Ą─├¼Č▄Ż¼ęūī¦ų┬ā╔éĆĘ┤æ¬╩▄ĄĮŽÓ╗źĀ┐ųŲŻ¼║▄ļy│õĘų░lō]Ė„ūį╬ó╔·╬’Ą─╣”─▄.
ĪĪĪĪ▒ŠīŹ“×▓╔ė├Ą─ü厧╗»-ģÆč§░▒č§╗»ę╗¾w╗»čbų├╩Ūę╗ĘNĮķė┌ę╗▓Į╩Į╣ż╦ć║═ā╔▓Į╩Į╣ż╦ćų«ķgĄ─Ę┤æ¬Ų„. įōĘ┤æ¬Ų„īó║├č§ģ^┼cģÆč§ģ^ų├ė┌═¼ę╗éĆĘ┤æ¬Ų„Ą─▓╗═¼ģ^ė“Ż¼╝╚▒▄├Ōü厧╗»ģ^ŲžÜŌ▀^│╠Ą─╩ŻėÓ╚▄ĮŌč§ī”ģÆč§░▒č§╗»Š·Ą─ė░ĒæŻ¼═¼Ģrėų═©▀^ÜŌ╔²čbų├īŹ¼F┴╦ü厧╗»Ę┤æ¬┼cģÆč§░▒č§╗»Ę┤æ¬Ą─┤«┬ō. └¹ė├åóäė│╔╣”Ą─ę╗¾w╗»Ę┤æ¬Ų„╠Ä└ĒēAąįPCBÅU╦«Ż¼Įø▀^80 dĄ─▀\ąąŻ¼├ōĄ¬╦┘┬╩▀_ĄĮ1.29 kg Īż(m3 Īżd)-1. ▒Ē├„įōĘ┤æ¬Ų„═Ļ╚½─▄ē“▀\ė├ė┌PCBÅU╦«Ą─╠Ä└Ē. ═¼Ģrįō╣ż╦ćį┌▀\ąą▀^│╠ųąāHąĶę¬╣─’LÖC║═▀\ąą▒├Ż¼¤oąĶŲõ╦¹įOéõ║═äė┴”Ž¹║─Ż¼śO┤¾ĄžĮĄĄ═ÅU╦«╠Ä└Ē│╔▒Š.Š▀¾wģóęŖ╬█╦«īÜ╔╠│Ū┘Y┴Ž╗“http://www.jianfeilema.cnĖ³ČÓŽÓĻP╝╝ąg╬─ÖnĪŻ
ĪĪĪĪ3 ĮYšō
ĪĪĪĪ(1) └¹ė├åóäė│╔╣”Ą─ü厧╗»-ģÆč§░▒č§╗»ę╗¾w╗»Ę┤æ¬Ų„╠Ä└ĒēAąįPCBÅU╦«Ż¼Įø▀^80d▀\ąąŻ¼║├č§ģ^NO2--N«a╔·╦┘┬╩ūŅĖ▀×ķ2.05 kg Īż(m3 Īżd)-1Ż¼ģÆč§ģ^ģÆč§░▒č§╗»Š·ūŅĖ▀├ōĄ¬╦┘┬╩×ķ2.91 kg Īż(m3 Īżd)-1Ż¼ę╗¾w╗»Ę┤æ¬Ų„├ōĄ¬╦┘┬╩ė╔åóäė│§Ų┌Ą─1.02 kg Īż(m3 Īżd)-1╔Ž╔²ĄĮ1.29 kg Īż(m3 Īżd)-1Ż¼│÷╦«┐饬ąĪė┌50mg ĪżL-1Ż¼ØMūŃįōąąśIÅU╦«Ą─Įė╣▄┼┼Ę┼ę¬Ū¾.
ĪĪĪĪ(2)└¹ė├FISHī”║├č§ģ^╔·╬’─ż║═ģÆč§ģ^╬█─ÓĘų╬÷▀Mę╗▓Į▒Ē├„║├č§ģ^╬ó╔·╬’ęįü厧╗»Š·×ķų„Ż¼ģÆč§ģ^╬ó╔·╬’ęįģÆč§░▒č§╗»Š·×ķų„Ż¼Ė„╣”─▄Š·į┌ŽÓæ¬ģ^ė“Ą├ĄĮĘĆČ©Ąžį÷ķL.(üĒį┤╝░ū„š▀Ż║╠Kų▌┐Ų╝╝īWį║ŁhŠ│┐ŲīW┼c╣ż│╠īWį║ į¼│ÄĪó└ŅŽķĪóų▄│╩ĪóĻÉū┌Ŗ¼)

