ą┬ą═ā╔Č╬╩Į│¼┬ĢÅŖ╗»ļŖ╗»īWĘ©ĮĄĮŌ╠Ä└Ē╚Š┴ŽÅU╦«
ųąć°╬█╦«╠Ä└Ē╣ż│╠ŠW ĢrķgŻ║2014-11-21 9:19:04
╬█╦«╠Ä└Ē╝╝ąg | ģRŠ█╚½Ū“Łh▒Ż┴”┴┐Ż¼ĮĄĄ═Ų¾śIų╬╬█│╔▒Š
Į³─ĻüĒŻ¼╦«╬█╚Š╝ėäĪ║═─▄į┤ģTĘ”ęč│╔×ķ«öĮ±Ą─¤ß³cå¢Ņ}Ż¼╚ń║╬ŠG╔½╣Ø─▄▓óčĖ╦┘ėąą¦Ąž╠Ä└Ē╦«¾wųąĄ─╬█╚Š╬’┘|Ż¼ę╗ų▒╩ŪŁh▒Ż╣żū„š▀┼¼┴”╠Į╦„Ą─šnŅ}ĪŻ│¼┬Ģģf═¼ļŖ╗»īWč§╗»╩ŪĮ³─ĻüĒ░lš╣Ą─ę╗ĘNĖ▀╝ēč§╗»╝╝ągŻ¼ę“Ųõ┐╔ęįį÷ÅŖ╬█╚Š╬’Ą─é„┘|▀^│╠Īó╝ė┐ņĘ┤æ¬╦┘┬╩Ż¼╝╝ąg║å▒Ńęū▓┘ū„Ą╚╠ž³c▒╗æ¬ė├ė┌╬█╚Š╬’Ą─╠Ä└ĒĪŻ╚ńTrabelsi Ą╚ł¾Ą└┴╦│¼┬ĢļŖ╗»īWĮĄĮŌ▒ĮĘėŻ¼┼cŅl┬╩×ķ20 kHz Ą─│¼┬Ģ▓©ģf═¼ū„ė├Ż¼75%Ą─▒ĮĘė┐╔ęįį┌10min ā╚▒╗ĮĄĮŌĄ½Ģ■«a╔·ėąČŠĄ─ųąķg«a╬’▒Į§½Ż╗─┐Ū░ī”ė┌│¼┬Ģį÷ÅŖļŖ╗»īWč§╗»Ą─æ¬ė├Č╝╩Ūį┌š¹éĆĘ┤æ¬▀^│╠ųąę╗ų▒▓╔ė├│¼┬Ģģf═¼Ż¼ī”ė┌│¼┬Ģ║═ļŖ╗»īWā×╗»ĮM║ŽĄ─╣ż╦ć▀Ć蹊┐╔§╔┘ĪŻę“┤╦蹊┐Č■š▀Ą─ėąą¦ĮM║Žī”ė┌▀@ę╗╝╝ągĄ─æ¬ė├ėąų°ųžę¬Ą─ųĖī¦ęŌ┴xĪŻ
╚Š┴ŽÅU╦«Š▀ėąėąÖC╬’ØŌČ╚Ė▀Īó╔½Č╚Ė▀Īó¤oÖC¹}║¼┴┐Ė▀Īó│╔Ę▌Å═ļsĪó┐╔╔·╗»ąį▓ŅĪó├ō╔½└¦ļyĄ╚╠ž³cŻ¼ļyęį▓╔ė├│ŻęÄĘĮĘ©▀Mąąų╬└ĒŻ¼Ūę║¼ėąČÓĘNŠ▀ėą╔·╬’ČŠąį╗“Ī░╚²ų┬Ī▒Ż©ų┬░®Īóų┬╗¹Īóų┬═╗ūāŻ®ąį─▄Ą─ėąÖC╬’Ż¼ę╗ų▒╩Ū╣żśI╬█╦«╠Ä└ĒųąĄ─ļy³cŻ¼ę▓╩Ū«öŪ░ć°ā╚═Ō╦«╬█╚Š┐žųŲŅIė“╝▒ąĶĮŌøQĄ─ę╗┤¾ļyŅ}ĪŻę“┤╦▒Š╬─ßśī”╚Š┴ŽÅU╦«ćLįćįOėŗ│÷ļŖ╗»īWč§╗»┼c│¼┬ĢĘĮĘ©ā×╗»ĮM║ŽĪóĖ▀ą¦╣Ø─▄Ą─ą┬╣ż╦ćĪŻ╩ūŽ╚į┌Ę┤æ¬│§Ų┌ė╔ė┌ļŖ╗»īWč§╗»Ą─ļŖ┴„ą¦┬╩▌^Ė▀Ż¼▓╔ė├å╬¬ÜĄ─ļŖ╗»īWč§╗»ĮĄĮŌĖ▀╔½Č╚╚Š┴ŽÅU╦«ĪŻė╔ė┌ļŖ╗»īWč§╗»Ą─ļŖ┴„ą¦┬╩╩ŪļSų°Ę┤æ¬ĢrķgųØuĮĄĄ═Ą─Ż¼į┌Ą┌2 ļAČ╬īó│¼┬Ģę²╚ļĘ┤款wŽĄųąŻ¼▀Mąą│¼┬ĢļŖ╗»īWģf═¼č§╗»Ż¼½@Ą├Ė▀Ą─ļŖ╗»īWč§╗»ą¦┬╩Ż¼╩╣Ą├╚Š┴ŽÅU╦«Ą─TOC ┤¾Ę∙Č╚ĮĄĄ═ĪŻŽÓī”ė┌š¹éĆļŖ╗»īWč§╗»▀^│╠ę╗ų▒▓╔ė├│¼┬Ģģf═¼Ą─╣ż╦ćŻ¼▀@ĘNā×╗»Ą─╣ż╦ć┐╔ęį├„’@ĮĄĄ═─▄║─Ż¼Č°Ūę┐╔ęį▒Ż│ų▌^Ė▀Ą─ļŖ╗»īWč§╗»ą¦┬╩ĪŻ’@╚╗Ż¼▀@śėę╗ĘN┐ņ╦┘ĪóĖ▀ą¦Īó╣Ø─▄╠ž³cĄ─ā╔Č╬╩Į│¼┬ĢļŖ╗»īWč§╗»ą┬╣ż╦ć╩ŪųĄĄ├╚źčąŠ┐╠Į╦„Ą─ĪŻ
▒Š╬─▀x╚Ī╝ū╗∙│╚ū„×ķ─Żą═╬█╚Š╬’ĪŻ▀@╩Ūę“×ķ╝ū╗∙│╚╩Ūę╗ĘNļyĮĄĮŌĄ─ėąÖC╬’Ż¼Ųõ╦«╚▄ę║Š▀ėą╚Š┴ŽÅU╦«Ą─Ąõą═╠žš„Ż¼čąŠ┐ŲõĮĄĮŌą¦╣¹ī”Ųõ╦³╚Š┴Ž¾wŽĄĄ─┤▀╗»č§╗»ĮĄĮŌŠ▀ėąŲš▒ķĄ─ģó┐╝ārųĄĪŻ┼c┤╦═¼ĢrŻ¼▀@ĘN│¼┬ĢļŖ╗»īWč§╗»ĮM║Žą┬╣ż╦ć¤oę╔ę¬Ū¾╦∙▓╔ė├Ą─ļŖśO▓─┴Ž▒žĒÜ╝µéõā×┴╝ļŖ┤▀╗»ąį─▄ĪŻīŹ“×ųą╬ęéā▓╔ė├Š▀ėąļŖä▌┤░┐┌īÆĪó╬÷č§ļŖ╬╗Ė▀Īó╗»īWąį─▄ĘĆČ©Ą─ōĮ┼Įäé╩»ļŖśOŻ©BDDŻ®ū„×ķ╣żū„ļŖśOĪŻ▒ŠčąŠ┐įö╝Ü┐╝▓ņ┴╦ą┬ą═ā╔Č╬╩Į│¼┬ĢļŖ╗»īWč§╗»ĮM║Ž╣ż╦ćį┌ĮĄĮŌ╠Ä└Ē╝ū╗∙│╚╚Š┴ŽÅU╦«ųąĄ─æ¬ė├ĪŻĮY╣¹╚ĪĄ├┴╦ŅAŲ┌Ė▀ą¦Ą─╠Ä└Ēą¦╣¹Ż¼▓ó╣Ø╝s─▄║─Ż¼¾w¼F┴╦╣Ø─▄Ą─ā׳cĪŻ▒ŠĘĮĘ©×ķīŹ¼F╚Š┴ŽÅU╦«Ą─ĮĄĮŌ╠ß╣®┴╦ę╗ĘNŹõą┬Ą─蹊┐╦╝┬ĘŻ¼ėąų°ųžę¬Ą─└Ēšō蹊┐║═īŹļHæ¬ė├ęŌ┴xĪŻ
1 įć“×▓┐Ęų
1.1 ╗»īW╦ÄŲĘ┼c▓─┴Ž
╝ū╗∙│╚Ż╗¤o╦«┴“╦ßŌcŻ╗╦∙ėą╚▄ę║Š∙ė├╚źļxūė╦«┼õųŲĪŻ
1.2 │¼┬ĢļŖ╗»īWĮĄĮŌįć“×
╝ū╗∙│╚Ą─ļŖ╗»īWĮĄĮŌį┌łAų∙ą═ļŖĮŌ│žųą▀MąąĪŻęįBDD ļŖśO×ķĻ¢śOŻ¼ļŖśO├µĘe×ķ5 cm2Ż¼ęį╝āŌü░Õ×ķĻÄśOŻ¼ļŖśOķgŠÓ×ķ1 cmŻ¼┐žųŲļŖ┴„├▄Č╚×ķ20mA/cm2ĪŻįć“×ųą╝ū╗∙│╚Ą─┘|┴┐ØŌČ╚×ķ200 mg/LŻ¼Ūę╚▄ę║ųąŠ∙║¼ėąØŌČ╚×ķ0.05 mol/L Ą─Na2SO4Ż¼ÅU╦«Ą─╠Ä└Ē¾wĘeŠ∙×ķ100 mLĪŻ▀Mąą│¼┬ĢÅŖ╗»ļŖ╗»īWŻ©US-ECŻ®ĮĄĮŌĢrŻ¼│¼┬ĢŅl┬╩×ķ22.5 kHzŻ¼╣”┬╩×ķ50WĪŻŲõėÓįć“׌l╝■┼cļŖ╗»īWŻ©ECŻ®ĮĄĮŌŽÓ═¼ĪŻ×ķĘ└ų╣į┌│¼┬Ģū„ė├Ž┬╗“ļŖśOĘ┤æ¬ī¦ų┬╚▄ę║£žČ╚╔Ž╔²Ż¼Ė„ĘN╠Ä└Ē▀^│╠ųąŠ∙═©▀^裣h╦«╩╣Ę┤æ¬║Ń£žį┌20 ĪµĪŻ
1.3 Ęų╬÷£yįć
TOC Ą─£yČ©▓╔ė├Shimadzu TOC-Vcpn £yČ©āxų▒Įė£yČ©ĪŻ
ŲĮŠ∙ļŖ┴„ą¦┬╩Ż©MCEŻ®Ą─ėŗ╦ŃęŖ╩ĮŻ©1Ż®Ż║
![]()
╩ĮųąŻ¼F ×ķĘ©└ŁĄ┌│ŻöĄŻ¼96 487 C/molŻ╗V ×ķĘ┤æ¬╚▄ę║Ą─¾wĘeŻ╗I ×ķļŖ┴„Ż╗t ×ķķgĖ¶ĢrķgĪŻCOD ▓╔ė├ųžŃt╦ßŌøś╦£╩Ę©£yČ©ĪŻ
╩╣ė├Agilent1100 Ė▀ą¦ę║ŽÓ╔½ūVāxŻ©HPLCŻ®Ęų╬÷MO ØŌČ╚ĪŻ╔½ūV£yČ©Śl╝■╚ńŽ┬Ż║▓╔ė├AQ-C18 ų∙Ż©5 ”╠mŻ¼4.6 mmĪ┴100 mmŻ®Ż╗┴„äėŽÓŻ║╝ū┤╝Ż║┴ū╦ß¹}ŠÅø_╚▄ę║Ż©NaH2PO4ØŌČ╚×ķ0.05 mol/LŻ¼H3PO4ØŌČ╚×ķ0.05 mol/LŻ¼V(NaH2PO4)Ż║V(H3PO4)ŻĮ1Ż║2Ż¼pH ×ķ2.3Ż®¾wĘe▒╚×ķ50Ż║50Ż¼┴„╦┘0.8 mL/minŻ¼▀Mśė┴┐20 ”╠LŻ¼Öz£y▓©ķL275 nmĪŻ
─▄║─Ą─ėŗ╦ŃŻ║
å╬╬╗TOC ╚ź│²┴┐─▄║─ųĄECė╔Ž┬╩Į┐╔Ą├Ż║
EC=(WE-WP)/RTOCŻ¼Ż©2Ż®
WE=UItŻ¼Ż©3Ż®
WE=ptĪŻŻ©4Ż®
╩ĮųąŻ¼UĪóI Ęųäe×ķĮĄĮŌ▀^│╠ųą╦∙╩╣ė├Ą─ļŖē║║═ļŖ┴„Ż╗t ×ķĮĄĮŌĘ┤æ¬ĢrķgŻ╗p ×ķ│¼┬ĢĄ─╣”┬╩Ż╗RTOC×ķĘ┤æ¬▀^│╠ųąTOC Ą─╚ź│²ųĄĪŻ
2 ĮY╣¹┼cėæšō
2.1 ā╔Č╬╩Į╣ż╦ćĮĄĮŌ╝ū╗∙│╚Ą─╠ß│÷
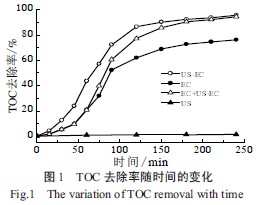
Į³─ĻüĒŻ¼║▄ČÓ╬─½Ięčł¾Ą└┴╦│¼┬Ģ┼cļŖ╗»īW┬ōė├ĮĄĮŌ╬█╚Š╬’Ą─蹊┐[8-9]ĪŻčąŠ┐▒Ē├„Ż¼│¼┬Ģ┐╔ęį├„’@╠ßĖ▀ļŖ╗»īWč§╗»Ą─╦┘┬╩Ż¼╝ė┐ņ╬█╚Š╬’Ą─╚ź│²ĪŻō■┤╦═ŲöÓŻ¼│¼┬Ģ┐╔ęį╝ė┐ņBDD ļŖśO╔ŽMO Ą─č§╗»ĪŻTOC Ą─╚ź│²┬╩į┌│¼┬ĢŻ©USŻ®ĪóļŖ╗»īWŻ©ECŻ®Īó│¼┬ĢļŖ╗»īWŻ©US-ECŻ®║═ā╔Č╬╩Į│¼┬ĢļŖ╗»īWŻ©╝┤Ū░Ų┌ļŖ╗»īW║¾Ų┌×ķ│¼┬ĢļŖ╗»īWŻ¼EC+US-ECŻ®▀^│╠ųąļSĢrķgĄ─ūā╗»╚ńłD1 ╦∙╩ŠĪŻė╔łD1 ┐╔ų¬Ż¼å╬¬ÜĄ─│¼┬Ģį┌4 h ĢrTOCĄ─╚ź│²┬╩āH×ķ1.3%Ż¼┐╔ęŖå╬¬ÜĄ─│¼┬ĢÄū║§▓╗─▄ĮĄĮŌ╝ū╗∙│╚ĪŻį┌US-EC ▀^│╠Ą─TOC Ą─╚ź│²┬╩ę¬▀hĖ▀ė┌EC ▀^│╠Ą─ĪŻį┌Ę┤æ¬│§Ų┌Ż¼2 ĘNĘ┤æ¬▀^│╠TOC Ą─╚ź│²┬╩Č╝▒Ē¼F│÷ŠÅ┬²╔²Ė▀Ą─┌ģä▌Ż¼┐╔─▄╩Ū┼╝Ą¬µIĄ─öÓ┴čĘ┤欚╝ų„ī¦Ąž╬╗Ż¼įņ│╔┴╦MO Ą─╚ź│²Č°Ųõųąķg«a╬’ģsø]ėą▒╗č§╗»╚ź│²ĪŻ╚╗Č°Ż¼į┌US-EC ▀^│╠ųąŻ¼15 min║¾TOC Ą─╚ź│²┬╩čĖ╦┘╔²Ė▀Ż¼150 min ĢrTOC Ą─╚ź│²┬╩▀_ĄĮ90.2%Ż╗į┌240 min ĢrMO ║═TOC ųĄČ╝ĮėĮ³ė┌┴ŃŻ¼▒Ē├„MO ęč═Ļ╚½ĄV╗»ĪŻį┌EC ▀^│╠Ż¼TOC Ą─╚ź│²┬╩į┌240 min Ģr▓┼▀_ĄĮ76.1%ĪŻę“┤╦│¼┬Ģ┤┘▀M┴╦BDD ļŖśO╔ŽMO Ą─ļŖ╗»īWč§╗»ĪŻ
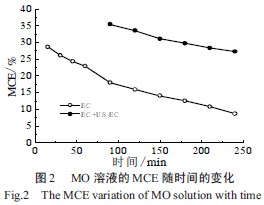
ļŖ┴„ą¦┬╩╩Ū║Ō┴┐ļŖ╗»īWč§╗»╝╝ągĄ─ę╗éĆųžę¬ųĖś╦ĪŻMO ╚▄ę║Ą─MCE į┌EC ║═EC+US-EC ▀^│╠ųąļSĢrķgĄ─ūā╗»╚ńłD2 ╦∙╩ŠĪŻė╔łD2 ┐╔ų¬Ż¼MO ╚▄ę║Ą─MCE ļSų°Ę┤æ¬ĢrķgĄ─čėķLŻ¼į┌EC ▀^│╠ųą╩ŪųØuĮĄĄ═Ą─ĪŻMCE ė╔15 min ĢrĄ─28.68%ĮĄĄ═ĄĮ240 minĄ─8.68%Ż╗ę“×ķļSų°ļŖĮŌĢrķgĄ─čėķLŻ¼╚▄ę║ųąĄ─MOį┌ųØuĄž£p╔┘Ż¼╬÷č§║═╬÷ÜõĖ▒Ę┤æ¬Ą─╝ėäĪŻ¼ī¦ų┬MCE ųØuĮĄĄ═ĪŻČ°ŪęįSČÓ╬─½Ię▓ėæšō┴╦┤╦¼FŽ¾[10-11]│¼┬Ģ┐╔╝ė┐ņMO ╝░ŲõTOC Ą─╚ź│²Ż¼▒ž╩╣ļŖ┴„Ą─└¹ė├ą¦┬╩į÷╝ėĪŻĄ½╩Ū│¼┬Ģį┌┐╔ęį╝ė┐ņMO į┌BDD ļŖśO╔Žč§╗»Ą─═¼ĢrŻ¼▒ž╚╗Ž¹║──▄┴┐ĪŻ×ķ╣Ø╝s─▄║─Č°▓╗ĮĄĄ═MO Ą─č§╗»ą¦╣¹Ż¼╠ß│÷į┌Ę┤æ¬│§Ų┌Ż©Ū░60 minŻ®ļŖ┴„ą¦┬╩▒╚▌^Ė▀ĢrŻ¼ų╗▓╔ė├ļŖ╗»īWč§╗»Ż╗į┌Ę┤æ¬║¾Ų┌Ż©60 min ║¾Ż®ļŖ┴„ą¦┬╩▒╚▌^Ą═Ģr▓╔ė├│¼┬Ģģf═¼ļŖ╗»īWč§╗»ĮĄĮŌMOŻ¼╝┤EC+US-ECŻ¼▀@śė▌^Ą═Ą──▄║─½@Ą├▌^║├Ą─ĮĄĮŌą¦╣¹ĪŻ
2.2 ā╔Č╬╩Į╣ż╦ćĮĄĮŌMO Ą─ą¦╣¹
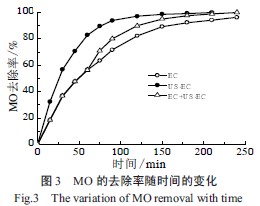
▓╔ė├HPLC Ęų╬÷£yČ©į┌ECĪóUS-EC ║═EC+US-EC ▀^│╠ųąMO Ą─ĮĄĮŌą¦╣¹Ż¼ĮY╣¹╚ńłD3 ╦∙╩ŠĪŻė╔łD3 ┐╔ų¬Ż¼Ę┤æ¬Ū░Ų┌MO Ą─╚ź│²┬╩į÷╝ė▒╚▌^┐ņŻ¼į┌EC ▀^│╠240 min ĢrMO Ą─╚ź│²┬╩×ķ96.4%Ż¼šf├„╚▄ę║ųą╚įėąę╗Č©┴┐Ą─MO ┤µį┌Ż¼╝┤MO ĘųūėųąĄ─┼╝Ą¬ļpµIį┌BDD ļŖśO╔Žø]ėą═Ļ╚½öÓ┴čŻ╗Č°į┌US-EC ▀^│╠ųąŻ¼Ę┤æ¬210 min ĢrMO Ą─╚ź│²┬╩▀_ĄĮ┴╦100%Ż╗į┌EC+US-EC ▀^│╠ųąŻ¼60 min ╩®╝ė│¼┬Ģ║¾Ż¼MO Ą─╚ź│²┬╩ļSų°ĢrķgųØu╔²Ė▀Ż¼į┌Ę┤æ¬240min Ģr▀_ĄĮ┴╦100%ĪŻTOC Ą─╚ź│²┬╩║═MCE ═¼śėļSų°│¼┬ĢĄ─╩®╝ėę▓╩ŪųØuį÷┤¾Ż¼į┌240 min ĢrTOC Ą─╚ź│²┬╩▀_ĄĮ┴╦94.3%Ż¼╚ĪĄ├┴╦═¼US-EC ▀^│╠ųąŽÓĮ³Ą─ĮĄĮŌą¦╣¹Ż©240 min ĢrTOC Ą─╚ź│²┬╩×ķ95.6%Ż®ĪŻEC ▀^│╠ųąŻ¼╩®╝ė│¼┬Ģģf═¼║¾MCE ▀hĖ▀ė┌EC ▀^│╠Ą─MCEŻ¼▀@┼cį┌┤╦▀^│╠ųąBDD ļŖśO─▄ē“▒Ż│ų▌^║├Ą─č§╗»╬█╚Š╬’Ą──▄┴”Ż¼╩╣MO ęį╝░Ųõųąķg«a╬’─▄ē“▒╗Ė³┐ņĄž╚ź│²ėąĻPĪŻŠC╔ŽĘų╬÷Ż¼į┌EC+US-EC ▀^│╠ųą▓╔╚Ī60 min ║¾╩®╝ė│¼┬Ģģf═¼BDD ļŖśOļŖ╗»īWč§╗»MOŻ¼ęį▌^Ą═Ą──▄║─╚ĪĄ├┴╦▌^║├Ą─ĮĄĮŌą¦╣¹ĪŻ
2.3 ā╔Č╬╩Į╣ż╦ćĄ─ā×ä▌
╔Ž╩÷ĮY╣¹▒Ē├„Ż¼å╬ę╗ļŖ╗»īWč§╗»ļSų°│§╩╝╬█╚Š╬’ØŌČ╚ĮĄĄ═Ż¼ļŖ┴„ą¦┬╩ųØuĮĄĄ═Ż¼ļŖ╗»īWč§╗»─▄║─▒ž╚╗╔²Ė▀ĪŻ60 min ║¾MO ╚▄ę║Ą─č§╗»ļŖ┴„ą¦┬╩ķ_╩╝čĖ╦┘ĮĄĄ═Ż¼MCE ė╔90 min Ą─17.97%ĮĄĄ═ĄĮ240 minĢrĄ─8.68%ĪŻ×ķ┴╦▒Ż│ųĮĄĮŌĘ┤æ¬Ė▀ą¦Ą─▀MąąŻ¼į┌60mn ║¾īó│¼┬Ģę²╚ļĮĄĮŌ▀^│╠Ż¼▀Mąą│¼┬ĢļŖ╗»īWģf═¼č§╗»ĪŻ╩®╝ė│¼┬Ģ║¾Ż¼MO ╚▄ę║Ą─č§╗»ļŖ┴„ą¦┬╩ę▓╩ŪļSų°ĢrķgųØuĮĄĄ═Ż¼MCE ė╔90 min Ą─35.43%ĮĄĄ═ĄĮ240 min ĢrĄ─27.25%Ż¼Ą½▀hĖ▀ė┌å╬ę╗ļŖ╗»īWč§╗»▀^│╠Ą─ĪŻė╔ė┌į┌EC+US-EC ųą▒Ż│ų▌^Ė▀Ą─ļŖ┴„ą¦┬╩Ż¼ę“Č°╚ĪĄ├▌^║├Ą─ĮĄĮŌą¦╣¹ĪŻį┌EC+US-EC ▀^│╠ųąŻ¼MO ║═TOC į┌240 min Ą─╚ź│²┬╩Ęųäe×ķ100%Īó94.3%ĪŻ═¼Ģr▒╚▌^┴╦Ę┤æ¬▀^│╠ųąĄ──▄║─ŪķørŻ¼į┌▀_ĄĮŽÓ═¼TOC ╚ź│²┬╩Ż©95%Ż®Ą─ŪķørŽ┬ā╔Č╬╩ĮĮĄĮŌ▀^│╠Ą──▄║─Ż©5.87 kJ/(mgĪżL-1)Ż®< │¼┬ĢļŖ╗»īWĮĄĮŌĄ──▄║─Ż©7.26 kJ/(mgĪżL-1)Ż®ĪŻ═©▀^ęį╔ŽĄ─▒╚▌^┐╔ęį┐┤│÷Ż¼ā╔Č╬╩Į╣ż╦ć┐╦Ę■┴╦å╬╝āļŖ╗»īWč§╗»ĮĄĮŌ╝ū╗∙│╚╚▄ę║ą¦┬╩Ą═Ą─å¢Ņ}Ż╗┼c│¼┬ĢļŖ╗»īWŽÓ▒╚Ż¼ā╔Č╬╩ĮĮĄĮŌĄ─ą¦╣¹ļm╚╗┬įĄ═ė┌│¼┬ĢļŖ╗»īWŻ¼Ą½╩Ūį┌─▄║─ĘĮ├µģs▒╚│¼┬ĢļŖ╗»īWėą├„’@Ą─ĮĄĄ═ĪŻŠC╔Ž╦∙╩÷Ż¼ā╔Č╬╩Į╣ż╦ć╩Ūę╗ĘNĖ▀ą¦╣Ø─▄Ą─ĮĄĮŌ╣ż╦ćŻ¼║▄║├Ą─ĮŌøQ┴╦╝ū╗∙│╚╚▄ę║Ą─┐ņ╦┘Īó╣Ø─▄Ą─ĮĄĮŌ╠Ä└ĒĪŻ
2.4 ā╔Č╬╩Į╣ż╦ćĄ─ĮĄĮŌäė┴”īW
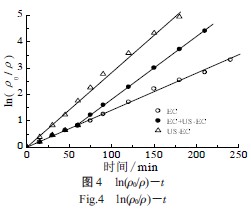
į┌US-EC ║═EC 2 ĘN▀^│╠ųąęįln ( ”č0/”č)ŻŁt ū„łDŻ¼ĮY╣¹╚ńłD4 ╦∙╩ŠĪŻė╔łD4 ┐╔ų¬Ż¼ln( ”č0/”č)ŻŁt Š∙│╩ŠĆąįĻPŽĄŻ¼╝┤MO Ą─ĮĄĮŌĘ┤æ¬į┌2 ĘN▀^│╠ųąČ╝ū±╩ž£╩ę╗╝ēĘ┤æ¬äė┴”īWĘĮ│╠ĪŻ═©▀^ėŗ╦ŃĄ├ĄĮMO į┌US-EC║═EC ▀^│╠Ą─╦┘┬╩│ŻöĄŻ©kŻ®Ęųäe×ķ4.76Ī┴10-4 s-1 ║═2.32Ī┴10-4 s-1Ż¼╝ė╚ļ│¼┬Ģ║¾┐╔ęį╩╣Ę┤æ¬╦┘┬╩į÷╝ė1.04▒ČŻ¼▀@šf├„MO į┌US-EC ▀^│╠ųą─▄ē“Ė³┐ņĄž▒╗č§╗»╚ź│²ĪŻę“┤╦│¼┬Ģ┤┘▀M┴╦MO į┌BDD ļŖśO╔ŽĄ─ļŖ╗»īWč§╗»ĪŻČ°ī”ė┌ā╔Č╬╩Į╣ż╦ć│§╩╝╬█╚Š╬’į┌4 h ęčĮø╗∙▒ŠĮĄĮŌ═Ļ╚½Ż¼Č°į┌▀@4 h ā╚Ż¼ļm╚╗╝ū╗∙│╚╚▄ę║Ą─ĮĄĮŌ╦┘┬╩Ę¹║Žę╗╝ēäė┴”īWęÄ┬╔Ż¼Ą½╩Ū├„’@Ą─ęį1 h ×ķĘųĮń³cĘų×ķ2 éĆļAČ╬ĪŻį┌Ū░1 h Ą─ļŖ╗»īWč§╗»ļAČ╬Ż¼║═å╬¬ÜĄ─ļŖ╗»īWč§╗»ŪķørŽÓ═¼Ż¼ks=2.32Ī┴10-4 s-1ĪŻ1 h║¾Ż¼│¼┬ĢĄ─╝ė╚ļ╝ė╦┘ļŖ┤▀╗»č§╗»Ę┤æ¬Ż¼│¼┬Ģģf═¼ļŖ╗»īWč§╗»Ė³╝ėėą└¹ė┌│§╩╝╬█╚Š╬’Ą─┐ņ╦┘ĮĄĮŌŻ¼┤╦ĢrĮĄĮŌĘ┤æ¬Ą─╦┘┬╩│ŻöĄ╠ßĖ▀ĄĮ3.93Ī┴10-4s-1Ż¼╩Ūå╬¬ÜļŖ╗»īWč§╗»ĢrĄ─1.69 ▒ČŻ¼▀@ę▓Š═▒ŻūC┴╦į┌ā╔Č╬╩Į╣ż╦ćųą╝ū╗∙│╚Ė▀ą¦┐ņ╦┘Ą─ĮĄĮŌĪŻŠ▀¾wģóęŖhttp://www.jianfeilema.cnĖ³ČÓŽÓĻP╝╝ąg╬─ÖnĪŻ
3 ĮYšō
į┌BDD ļŖśO╔Ž═©▀^ļŖ╗»īWč§╗»- │¼┬ĢļŖ╗»īWģf═¼č§╗»Ą─ā╔Č╬╩ĮĮM║ŽĮĄĮŌ╣ż╦ćīŹ¼F┴╦ī”ė┌╝ū╗∙│╚╚▄ę║Ą─ĮĄĮŌ╠Ä└ĒŻ¼ė├┤╦ā╔Č╬╩Į╣ż╦ćĮĄĮŌ4 h║¾Ż¼╚Š┴ŽÅU╦«╚▄ę║Ą─TOC ╚ź│²┬╩▀_ĄĮ94.3%Ż¼Č°į┌ŽÓ═¼Ģrķgā╚å╬ę╗ļŖ╗»īWč§╗»║═│¼┬ĢļŖ╗»īWģf═¼č§╗»▀^│╠╚Š┴ŽÅU╦«╚▄ę║Ą─TOC ╚ź│²┬╩×ķ76.1%║═95.6%ĪŻ┴Ē═Ōį┌▀_ĄĮŽÓ═¼TOC ╚ź│²┬╩Ż©95%Ż®Ą─ŪķørŽ┬Ż¼ā╔Č╬╩ĮĮĄĮŌ▀^│╠Ą──▄║─Ż©5.87 kJ/(mgĪżL-1)Ż®< │¼┬ĢļŖ╗»īWĮĄĮŌĄ──▄║─Ż©7.26 kJ/(mgĪżL-1)Ż®ĪŻ▒Š╬─╠ß│÷Ą─ĮM║Žą┬╣ż╦ćĮĄĮŌą¦┬╩Ė▀Ż¼╦∙ąĶ─▄║─Ą═Ż¼×ķīŹ¼F╚Š┴ŽÅU╦«Ą─ĮĄĮŌ╠ß╣®┴╦ę╗ĘNŹõą┬Ą─蹊┐╦╝┬ĘĪŻ

