ŲĪŠŲßäįņÅU╦«╠Ä└ĒĘĮĘ©Ą─ĮķĮB
ųąć°╬█╦«╠Ä└Ē╣ż│╠ŠW ĢrķgŻ║2013-9-25 11:38:07
╬█╦«╠Ä└Ē╝╝ąg | ģRŠ█╚½Ū“Łh▒Ż┴”┴┐Ż¼ĮĄĄ═Ų¾śIų╬╬█│╔▒Š
╣Ø╝s─▄į┤ęčĮø│╔×ķ«öĮ±╔ńĢ■Ą─╣▓ūRŻ¼ć°╝ęĪ░╩«ę╗╬ÕĪ▒ęÄäØ├„┤_╠ß│÷Į©įOĄ══Č╚ļĪóĖ▀«a│÷ĪóĄ═Ž¹║─Īó╔┘┼┼Ę┼Īó┐╔裣hĪó┐╔│ų└mĄ─ć°├±ĮøØ·║═┘Yį┤╣Ø╝są═ĪóŁhŠ│ėč║├ą═╔ńĢ■Ż¼▓óĮ©┴ó┴╦╣żśI─▄║─Ž┬ĮĄ20%Ż¼ų„ę¬╬█╚Š┼┼Ę┼Ž┬ĮĄ10%Ż¼å╬╬╗╣żśIį÷ķLųĄį÷╝ėė├╦«┴┐Ž┬ĮĄ30%Ż¼ų„ę¬╬█╚Š╬’Ž┬ĮĄ10%Ą──┐ś╦ĪŻĪ░╩«Č■╬ÕĪ▒ęÄäØŠVę¬ųąį┘┤╬ųĖ│÷┴╦Ż║Ī░═ŲÅVŽ╚▀M╣Ø─▄╝╝ąg║═«aŲĘŻ¼╝ėÅŖ╣Ø─▄Į©įOŻ¼ķ_š╣╚f╝ęŲ¾śI╣Ø─▄Ą═╠╝ąąäėŻ¼╔Ņ╚ļ═Ų▀M╣Ø─▄£p┼┼╚½├±ąąäėĪŻĪ▒į┌┤╦╔ńĢ■│▒┴„ų«Ž┬Ż¼║═╩ŽĶĄ╗»╣żū„×ķĪ░ų╝į┌║ļōP┐ŲīWŠ½╔±║═īŹ¼Fę╗éĆ╣½├±Ų¾śIī”╔ńĢ■Ą─ž¤╚╬ĻPæčĪ▒Ą─Ų¾śIŻ¼ĘeśOÅ─╩┬ų°╦«╠Ä└ĒąąśIųą╣Ø─▄£p┼┼╝╝ągĄ─═ŲÅVĪŻ

╠š╩ŽŻ©DOWŻ®ę╗ų▒į┌ų┬┴”ė┌╦«╠Ä└ĒąąśI═╗ŲŲąį╝╝ągĄ─čą░l╝░¼Fėą«aŲĘĄ─Ė’ą┬Ż¼▓╗öÓķ_═ž▀M╚ĪŻ¼ęįĖ³Ą═Ą─│╔▒ŠĪóĖ³Ė▀ą¦Ą─╣Ø─▄┤ļ╩®ØMūŃ╚½Ū“▓╗öÓį÷ķLĄ─╦«┘Yį┤║═─▄į┤ę¬Ū¾ĪŻ║═╩ŽĶĄ╗»╣żŁh▒Ż╩┬śI▓┐ū„×ķ╠š╩ŽĄ─ć°ā╚║Žū„╗’░ķŻ¼ę╗ų▒ęį╠š╩ŽŻ©DOWŻ®Ą─╦«╠Ä└Ē«aŲĘ×ķ╗∙ĄAŻ¼ų┬┴”ė┌ć°ā╚╦«╠Ä└ĒŽĄĮyųą╣Ø─▄£p┼┼╩┬śIĄ─蹊┐║═æ¬ė├ĪŻ
ŲĪŠŲßäįņÅU╦«Ą─▀x─ż░Ė└²Ęų╬÷
ęįć°ā╚─│ŲĪŠŲßäįņŲ¾śI×ķ└²ĪŻįōŲ¾śI×ķ─│╝»łFį┌╬ęć°▒▒ĘĮĄ─ę╗╝ęś╦ŚUą═╣żÅSŻ¼įō╣żÅS═Č«aÄū─ĻüĒę╗ų▒×ķųŲ╦«▄ćķgļŖ║─Ų½Ė▀ęį╝░╦«└¹ė├┬╩Ų½Ą═ų«å¢Ņ}╦∙└¦ö_Ż¼¼Fįō╣żÅSøQČ©┼c║═╩ŽĶĄ╗»╣żŁh▒Ż╩┬śI▓┐▀Mąą╝╝ąg║Žū„Ż¼į┌įŁėą║åå╬┼┼Ę┼Ą─ROŽĄĮyØŌ╦«ųąį┘═┌Š“▓┐Ęųė├╦«Øō─▄Ż¼öMīóįŁėą30%Ą─ROØŌ╦«į┘┤╬ĮøRO║¾▀Mąą╗žė├Ż¼ė├ė┌ßäįņ╣ż╦ćĪŻ
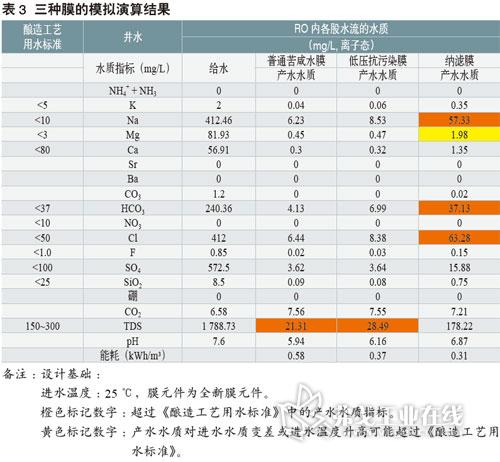
ŲĪŠŲßäįņ═©ė├╦«┘|ś╦£╩ģóęŖ▒Ē1Ż¼ī”öM╗ž╩šĄ─ROØŌ╦«▀Mąą£yįćęŖ▒Ē2ĪŻ
ßśī”ęį╔ŽąĶŪ¾Ż¼║═╩ŽĶĄ╗»╣żŁh▒Ż╩┬śI▓┐╝╝ąg╚╦åT▀Mąą┴╦ĘĮ░Ė║Y▀xĪŻ
ę└ō■│ŻęÄ╗ž╩šØŌ╦«įOėŗĮø“ׯ¼ę¬▀_ĄĮßäįņė├╦«ś╦£╩ėą┐ÓŽ╠╦«─żį¬╝■ĪóĄ═ē║┐╣╬█╚Š─żį¬╝■ęį╝░╝{×V─żį¬╝■╚²ĘN─żį¬╝■┐╔╣®▀xō±╩╣ė├Ż¼ī”ęį╔Ž╚²ĘN─ż▀Mąą─ŻöMč▌╦ŃĪŻī”▒╚ĮY╣¹╚ń▒Ē3╦∙╩ŠŻ║
▓╔ė├Ųš═©┐ÓŽ╠╦«─żęį╝░Ą═ē║┐╣╬█╚Š─żŠ∙┐╔ęį▀_ĄĮ«a╦«╦«┘|ę¬Ū¾Ż¼Č°▓╔ė├╝{×V─żį¬╝■ät¤oĘ©▀_ĄĮ╩╣ė├ś╦£╩Ż╗
Š═Ųš═©┐ÓŽ╠╦«─ż║═Ą═ē║┐╣╬█╚Š─ż▒╚▌^Č°čįŻ¼Ą═ē║┐╣╬█╚Š─ż▒╚Ųš═©┐ÓŽ╠╦«─żļŖ║─╣Ø╝s0.21kWh/m3Ż¼Ą═36%Ż¼╣Ø─▄ą¦╣¹╩«Ęų├„’@Ż╗
ā╔ĘN─ż╚²─Ļ▀\ąą│╔▒ŠĘų╬÷ī”▒╚ĮY╣¹╚ń▒Ē4╦∙╩ŠŻ¼į┌š¹¾w▀\ąą│╔▒ŠųąŻ¼▓╔ė├Ą═ē║┐╣╬█╚Š─ż║¾Ż¼ćŹ╦«ļŖ║─╦∙š╝▒╚└²×ķ9%Ż¼Č°▓╔ė├Ųš═©┐ÓŽ╠╦«─żćŹ╦«ļŖ║─š╝13%ĪŻš¹¾wćŹ╦«▀\ąą│╔▒Šę▓ė╔įŁüĒĄ─2.42ĮĄ×ķ2.41ĪŻė╔┤╦┐┤│÷Ż¼▓╔ė├Ą═ē║┐╣╬█╚Š─żæ¬ė├į┌ØŌ╦«╗ž╩šŽĄĮyųą¤ošō╩ŪŽĄĮy═Č┘Y│╔▒Š▀Ć╩ŪćŹ╦«ļŖ║─Č╝ėą├„’@ĮĄĄ═Ż╗

Å─╣Ø╦«īė├µĘų╬÷Ż¼Ą═ē║┐╣╬█╚ŠĘ┤ØB═Ė─ż▀\ė├║¾┐╔ęįÅ─įō╣╔ØŌ╦«ųąį┘┤╬╗ž╩š╝s70%Ą─╦«┴┐ĪŻ╣╩▀\ė├įōĄ═ē║┐╣╬█╚ŠĘ┤ØB═Ė─ż║¾Ż¼įō╣żÅSų▒Įė▀\ė├ė┌╔·«aĄ─╦«Ą─└¹ė├┬╩×ķ70%+30%Ī┴70%=91%Ż╗
║¾└möM┐╝æ]īóš¹¾w9%Ą─ØŌ╦«ė├ė┌įō╣żÅSÄ·╦∙ø_Ž┤ė├╦«Ż¼ęį▀_ĄĮūŅ┤¾ų«└¹ė├Ż╗
įōą═╠¢Ą═ē║┐╣╬█╚Š─żæ¬ė├ė┌ROØŌ╦«╗ž╩šęį╝░╣Ø─▄£p┼┼ųąą¦╣¹├„’@Ż¼ĮøØ·║Ž└ĒĪŻŻ©üĒį┤Ż║╣╚“vŁh▒ŻŠWŻ®

