PLC┐žųŲASBR/SBR╣ż╦ć╠Ä└Ē═└įūÅU╦«
ųąć°╬█╦«╠Ä└Ē╣ż│╠ŠW ĢrķgŻ║2013-6-27 9:12:08
╬█╦«╠Ä└Ē╝╝ąg | ģRŠ█╚½Ū“Łh▒Ż┴”┴┐Ż¼ĮĄĄ═Ų¾śIų╬╬█│╔▒Š
š¬ę¬:▓╔ė├ASBR /SBR╣ż╦ć╠Ä└Ē═└įūÅU╦«,▓óįOėŗ┴╦PLCūįäė┐žųŲŽĄĮyĪŻĮķĮB┴╦PLC┐žųŲŽĄĮyĄ─ĮYśŗ(▄øĪóė▓╝■śŗ│╔) Īóų„ꬥ─┐žųŲ╣ż╦ć┴„│╠╝░╣”─▄ĪŻ
ĻPµIį~:═└įūÅU╦«; ĪĪASBR /SBR╣ż╦ć; ĪĪPLCūįäė┐žųŲ
ÅBķT─│╚Ō┬ōÅS╩Ūę╗╝ę╔·ži═└įūŲ¾śI,═└įū─▄┴”×ķ3 000 Ņ^/d,«a╔·Ą─═└įūÅU╦«×ķ1 800 m3 /d,ų„ę¬░³└©: ó┘╔³ą¾═└įūŪ░Ą─ø_Ž┤╦«; ó┌ĀC├½ĪóŪÕŽ┤ļž¾w╦«;ó█ā╚┼KŪÕŽ┤╦«; ó▄▄ćķgĄž├µĪóŲ„Š▀ø_Ž┤╦«; ó▌╚”Ö┌ø_Ž┤╦«ĪŻ═└įūÅU╦«ųą║¼ėą┤¾┴┐č¬╬█Īóži├½Īóė═ų¼ė═ēKĪó╚Ōą╝Īóā╚┼Kļs╬’Īó╬┤Ž¹╗»Ą─╩│┴Ž║═╝S▒ŃĄ╚╬█╚Š╬’,═Ōė^│╩░Ą╝t╔½,ėąą╚│¶╬Č,╦«┘|╦«┴┐▓©äė┤¾[ 1 ] ĪŻ═└įūÅU╦«Ą─COD×ķ1 800Ī½2 200 mg/L, BOD5 ×ķ1 000Ī½1 200 mg/L, SS×ķ800Ī½1 000 mg/L, NH3 - N×ķ80Ī½120 mg/L,äėų▓╬’ė═×ķ150 Ī½200 mg/L,▓╔ė├ASBR /SBR╣ż╦ć╠Ä└Ē, │÷╦«╦«┘|ł╠ąąGB 8978Ī¬1996Ą─ę╗╝ē┼┼Ę┼ś╦£╩ĪŻ
1ĪĪÅU╦«╠Ä└Ē┴„│╠
ė╔ė┌▀M╦«╣▄Ą─Įė┐┌į┌ĄžŽ┬7 m,×ķ┴╦ĮĄĄ══┴Į©ęį╝░▀\ąą┘Mė├,▀xė├ASBR /SBR ĮM║Ž╣ż╦ć,┴„│╠╚ńłD1╦∙╩ŠĪŻ
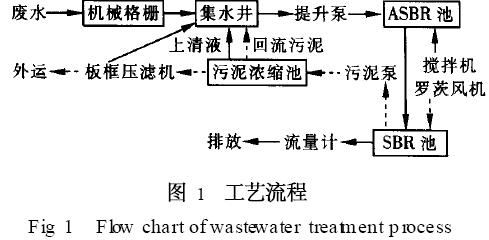
Įø▀^ÖCąĄĖ±¢┼╚ź│²┤¾Ņw┴ŻæęĖĪ╬’(č¬ēKĪó╦ķ╚ŌĄ╚) ,į┘Įø▀^╝»╦«Š«╚ź│²╦«ųą╔┘┴┐Ą─╔░ūė,└^Č°ė├▒├╠ß╔²ĄĮASBR │žųą╚ź│²┤¾▓┐ĘųĄ─┐╔╔·╬’ĮĄĮŌėąÖC╬’,═¼Ģrīóļyė┌╔·╬’ĮĄĮŌĄ─┤¾ĘųūėėąÖC╬’▐D╗»×ķęūė┌ĮĄĮŌĄ─ąĪĘųūėėąÖC╬’,Įėų°▀M╚ļSBR │ž,═©▀^║├č§╬ó╔·╬’▀Mę╗▓Į╚ź│²ėąÖC╬’,ūŅ║¾Įøėŗ┴┐▓█ėŗ┴┐║¾┼┼╚ļ╣żśIģ^╬█╦«╣▄ŠWĪŻ
ASBR╩Ūę╗ĘNą┬ą═Ė▀ą¦Ą─ģÆč§Ę┤æ¬Ų„ĪŻįō╣ż╦ć─▄╩╣╗Ņąį╬█─ÓĄ─SRTčėķL,╩╣╬█─ÓØŌČ╚┤¾×ķį÷╝ė,Å─Č°╠ßĖ▀┴╦ģÆč§Ę┤æ¬Ų„Ą─žō║╔║═╠Ä└Ēą¦┬╩,╩╣ÅU╦«į┌Ę┤æ¬Ų„ā╚═Ż┴¶Ģrķg┐sČ╠,Ę┤æ¬Ų„╚▌ĘeĄ├ęį┐sąĪ,▀@ėą└¹ė┌ģÆč§╝╝ągė├ė┌╣żśI╗»Ą─ÅU╦«╠Ä└ĒĪŻASBR╣ż╦ćĄ─▀\ąą▀^│╠ų„ę¬Ęų│╔5éĆļAČ╬: ó┘▀M╦«Ų┌,ÅU╦«▀M╚ļĘ┤æ¬Ų„,ė╔╔·╬’ÜŌĪóę║¾wį┘裣höć░Ķ╗“ÖCąĄöć░Ķ╗ņä“,▀M╦«ĄĮŅAŽ╚įOČ©Ą─ūŅ┤¾ę║╬╗ŠĆ×ķų╣; ó┌Ę┤æ¬Ų┌,═©▀^ģÆč§Ę┤æ¬╩╣ÅU╦«ųąĄ─ėąÖC╬’▐D╗»×ķ╔·╬’ÜŌČ°Ą├ęį╚ź│²,Č°ģÆč§Ę┤æ¬╦∙ąĶę¬Ģrķgė╔╗∙┘|╠žš„╝░ØŌČ╚Īóę¬Ū¾Ą─│÷╦«╦«┘|Īó╬█─ÓØŌČ╚ĪóĘ┤æ¬Ą─ŁhŠ│£žČ╚Ą╚ģóöĄøQČ©; ó█│┴ĮĄŲ┌,═Żų╣öć░Ķūī╗Ņąį╬█─Óūį╚╗│┴ĮĄ,īŹ¼F╣╠ę║Ęųļx; ó▄┼┼╦«Ų┌,╣╠ę║Ęųļx═Ļ│╔║¾,īó╔ŽŪÕę║┼┼│÷; ó▌ķeų├Ų┌,Ę┤æ¬Ų„ķeų├▓ó═Ō┼┼╩ŻėÓ╬█─Ó,£╩éõ▀M╚ļŽ┬ę╗裣hų▄Ų┌ĪŻė╔ė┌ÅU╦«Ęų┼·▀M╚ļĘ┤æ¬Ų„,╣╩į┌š¹éĆĘ┤æ¬Ų┌ķgĘ┤æ¬Ų„ųąĄ─╦«┴┐Īó╦«╬╗▒Ż│ų▓╗ūāĪŻ
ASBR /SBR╣ż╦ć╩ŪASBR ┼cSBR ╣ż╦ćĘųäe░┤ĢrķgĒśą“ę└┤╬═Ļ│╔▀M╦«Ų┌ĪóĘ┤æ¬Ų┌Īó│┴ĄĒŲ┌Īó┼┼╦«Ų┌║═ķeų├Ų┌(╗“ĘQš{š¹Ų┌) 5éĆ╗∙▒ŠļAČ╬,š¹éĆ╣ż╦ć┴„│╠┐╔ęįūŅ┤¾Ž▐Č╚Ąž▒ŻūC╬█─ÓØŌČ╚,▓╗ąĶę¬å╬įO│┴ĄĒ│ž╝░╬█─Ó╗ž┴„ŽĄĮyĪŻ
2ĪĪPLC┐žųŲŽĄĮyĄ─ĮYśŗ
2.1ĪĪė▓╝■śŗ│╔
ūį┐žŽĄĮyĘų×ķā╔╝ē:╔Ž╬╗▒OęĢ╝ē║═Ž┬╬╗┐žųŲ╝ē(╚ńłD2╦∙╩Š) ĪŻ▒OęĢ╝ēė╔1┼_čą╚A╣ż┐žÖC║═1┼_┤“ėĪÖCĮM│╔,īŹ¼Fī”¼Fł÷╣żū„ĀŅæBĄ─═¼▓Į▒OęĢ,▓ó┐╔Č©Ģr╗“ļSÖC┤“ėĪ¼Fł÷Ą─▀\ąąöĄō■ĪŻ┐žųŲ╝ēė╔1┼_S7- 300ą═┐╔ŠÄ│╠▀ē▌ŗ┐žųŲŲ„( PLC)śŗ│╔ĪŻųąčļ┐žųŲ╩ęPLC┐╔č▓╗žÖz£yĖ„╣żČ╬Ą─╣ż╦ć║═ļŖÜŌģóöĄ,▓ó▀MąąŽÓæ¬Ą─╠Ä└Ē,═Ļ│╔Ė„ūį╣żČ╬╣ż╦ćįOéõĄ─▀^│╠┐žųŲ,▓óŽ“ųąčļ┐žųŲ╩ę╝»ųą▒O┐ž╣▄└Ēėŗ╦ŃÖCīŹĢré„╦═╦∙ąĶĄ─ą┼ŽóĪŻį┌ųąčļ┐žųŲ╩ę═©▀^╩¾ś╦╩ĮµI▒P┐╔┐žųŲ¼Fł÷ų„ę¬įOéõĄ─åóäė║══Żų╣ĪŻī”╔·«a▀^│╠īŹ╩®▒O£y┼cūįäė┐žųŲ,┐╔ęįīŹ¼F╔·«a¼Fł÷Ą─¤o╚╦ųĄ╩ž║═╬óÖC╗»╣▄└Ē,▓óįOėą═ŻļŖėøæø╣”─▄ĪŻ
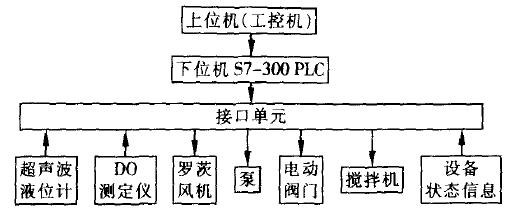
ų„ę¬▒╗┐žųŲĄ─įOéõ: 4┼_┴_┤─’LÖC(ÖCĘ┐) Īó1┼_ÖCąĄĖ±¢┼(Ė±¢┼Š«) Īó3┼_╬█╦«╠ß╔²▒├(╝»╦«Š«) Īó2┼_Øō╦«öć░ĶÖC(ASBR│ž) Īó8┼_ļŖäėķyķT(ASBR │ž2éĆ, SBR│ž6éĆ) Īó3┼_╬█─Ó▒├( SBR│ž) Īó3╠ū╚▄ĮŌč§āx( SBR│ž) Īó3╠ūئ╦«Ų„( SBR│ž) Īó6┼_│¼┬Ģ▓©ę║╬╗ėŗ(╝»╦«Š«1┼_ĪóASBR│ž2┼_ĪóSBR│ž3┼_) ĪŻ
2.2ĪĪ▄ø╝■śŗ│╔
PLC┐žųŲŲ„Ą─ĮMæBŠÄ│╠▓╔ė├ĮMæB═§║═Siemensstep7▄ø╝■▀Mąą,įō▄ø╝■╗∙ė┌W indows 2000,ĮMæB═§
▄ø╝■░³ė╔TouchMak║═TouchViewĮM│╔ĪŻTouchMak×ķ«ŗ├µųŲū„ŽĄĮy,╦∙ėąĮń├µįOėŗĪóūā┴┐║═äė«ŗ▀BĮėĄ─Č©┴xĄ╚Š∙į┌TouchMak═Ļ│╔ĪŻTouchViewätė├ė┌’@╩Šäė«ŗłDą╬,žōž¤öĄō■Äņ┼cĘ■äš│╠ą“öĄō■Į╗ōQ,▓ó░čūā╗»ė├äė«ŗ▒Ē╩Š│÷üĒĪŻ
3ĪĪPLC┐žųŲŽĄĮyĄ─╣”─▄
×ķ╠ßĖ▀╠Ä└Ēą¦┬╩,£p▌p╣ż╚╦Ą─ä┌äėÅŖČ╚,▒ŻūCįOéõš²│Ż▀\ąą, PLC┐žųŲŽĄĮyŠ▀ėą╔·«a▀^│╠ūįäė┐žųŲĪóį┌ŠĆ▒OęĢĪó╣╩šŽ’@╩Šł¾Š»Īóūįäė╔·│╔ł¾▒ĒĄ╚╗∙▒Š╣”─▄ĪŻ
3.1ĪĪ╔·«a▀^│╠ūįäė┐žųŲ
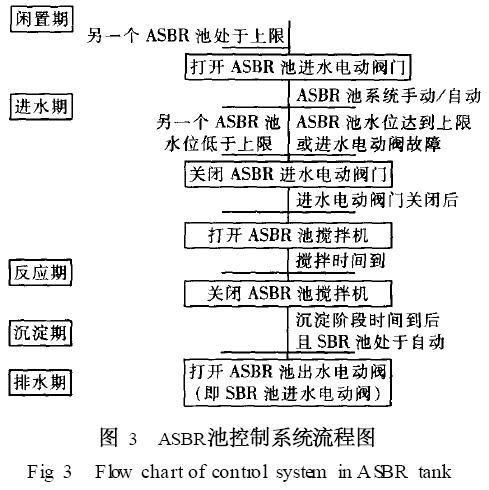
įō┐žųŲŽĄĮyĄ─Öz£yāx▒Ē×ķČÓĘNŅÉĪóį┌ŠĆ▀B└mÖz£y,Ųõųą░³└©ę║╬╗Īó╚▄ĮŌ觥╚ģóöĄĄ─£y┴┐┼c┐žųŲĪŻ£y┴┐ą┼╠¢Įø▀^▐DōQ│╔4Ī½20 mAą┼╠¢║¾╦═ų┴PLC,į┘ĮøöĄō■╠Ä└Ēé„▌öų┴╔Ž╬╗ÖC╣®▒OęĢ║═┤“ėĪĪŻÖz£yāx▒ĒĄ─┐žųŲą┼╠¢(ę║╬╗Īó╚▄ĮŌč§)╦═ų┴PLCģó┼cŽĄĮyĄ─▀ē▌ŗ┐žųŲĪŻė╔ė┌═└įūÅU╦«Ą─╦«┘|Īó╦«┴┐▓©äė║▄┤¾,┼┼│÷Ą─ÅU╦«į┌╝»╦«Š«Ą─═Ż┴¶Ģrķg×ķ0. 5 h,ŽĄĮyįOų├ā╔éĆAS2BR│ž,Ęųäe×ķ▀M╦«║═Ę┤æ¬,ķgą¬▓┘ū„,┐╔īŹ¼F▀B└m▀M╦«║═ASBR│žĄ─ķgą¬┼┼╦«,ę“┤╦ASBR│ž╝µėąš{╣Ø│ž║═ģÆč§╔·╬’╠Ä└ĒĄ─╣”─▄ĪŻį┌╝»╦«Š«Ą─ę║╬╗ėŗĪó╠ß╔²▒├┼cASBR│žĄ─ļŖäėķyķT▓╔ė├┬ōäė┐žųŲ,▓óį┌ā╔
éĆASBR│žų«ķgįOų├▒Żūoę║╬╗,▒ŻūCŽĄĮyĄ─╦«┬ĘĢ│═©ĪŻASBR║═╝»╦«Š«Ą─╦«▒├┬ōäė┐žųŲŽĄĮy╚ńłD3╦∙╩ŠĪŻ
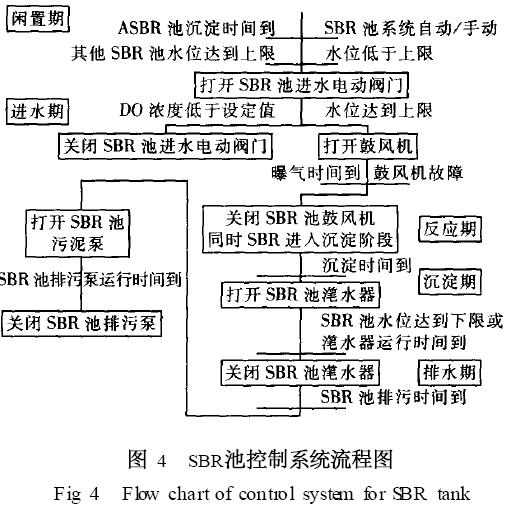
į┌║├č§SBR│ž▀xė├┴╦6308DTį┌ŠĆ╚▄ĮŌč§£yČ©āx,Ė∙ō■SBR │žųąĄ─╚▄ĮŌč§ųĄ┐žųŲ┴_┤─’LÖCĄ─▐D╦┘,╣Ø╩ĪŽĄĮy▀\ąąĄ─ļŖ║─,▓óīó┴_┤─’LÖCĪóASBR ĄĮSBR│žĄ─ļŖäėķyķTĪóئ╦«Ų„Īóį┌ŠĆ╚▄ĮŌč§āxĪó╬█─Ó▒├īŹąą┬ōäė┐žųŲĪŻŲõ┐žųŲ┐“łD╚ńłD4╦∙╩ŠĪŻŠ▀¾wģóęŖhttp://www.jianfeilema.cnĖ³ČÓŽÓĻP╝╝ąg╬─ÖnĪŻ
3.2ĪĪį┌ŠĆ▒OęĢĪół¾Š»╣”─▄
į┌ųą┐ž╩ęĄ─ėŗ╦ŃÖCŲ┴─╗╔Ž┐╔ęį’@╩ŠäėæBĄ─╣ż╦ć┴„│╠łD║═ūėĮń├µ,į┌▀@ą®Įń├µ╔Ž┐╔ęį’@╩Š¼Fł÷įOéõ▀\ąąĀŅørĪóāx▒ĒÖz£yöĄō■║═─│ą®ųžę¬╣ż╦ćģóöĄĄ─ūā╗»┌ģä▌łDĪŻ▓┘ū„╚╦åT┐╔ęįų▒Įėį┌PCÖCĄ─Ų┴─╗╔Ž┴╦ĮŌ╠Ä└ĒŽĄĮyĄ─╣żū„Ūķør,▓ó┐╔═©▀^µI▒P║═╩¾ś╦ī”ūį┐žŽĄĮy▀MąąĖ╔ŅAĪŻ
┐žųŲŽĄĮyī”╔·«aųą│÷¼FĄ─žō▌d╣╩šŽ║═┐žųŲģóöĄįĮŽ▐(╚ńę║╬╗│¼▀^╔ŽŽ▐)ėą┬Ģ╣Ōł¾Š»╣”─▄,ęįę²Ų▓┘ū„╚╦åTūóęŌ,ęį▒Ń╝░Ģr▓╔╚Ī┤ļ╩®┼┼│²╣╩šŽ,╩╣╔·«a╗ųÅ═š²│ŻĪŻ
3.3ĪĪūįäė╔·│╔ł¾▒Ē╣”─▄
×ķ┴╦īóÅU╦«╠Ä└ĒŪķørėøõøŽ┬üĒ,ė╔ėŗ╦ŃÖC┐žųŲ▓ó═©▀^┤“ėĪÖCĖ∙ō■╩┬Ž╚įOČ©Ą─ĢrķgķgĖ¶┤“ėĪę╗ą®ųžę¬Öz£yöĄō■║═Üv╩Ę┌ģä▌łDĪŻ┴Ē═Ō,ī”ł¾Š»Ūķørūįäė▀Mąąėøõø,ęį╣®▀\ąą╚╦åTĘų╬÷ģó┐╝ĪŻ
4ĪĪĮYšZ
ė╔ė┌▓╔ė├╚▄ĮŌč§║═┴_┤─’LÖCĄ─┬ōäė┐žųŲ,├┐─Ļ┐╔╣Ø╝s’LÖC─▄║─20% ,ŪęSBR│žĄ─╠Ä└Ēą¦┬╩ĘĆČ©ĪŻÅ─▀\ąąŪķørüĒ┐┤,įō┐žųŲŽĄĮy═Ļ╚½ØMūŃÅU╦«╠Ä└Ē╣ż╦ćĄ─ę¬Ū¾,╠ßĖ▀┴╦╠Ä└Ēą¦┬╩,ĮĄĄ═┴╦╣ż╚╦Ą─ä┌äėÅŖČ╚║═▀\ąą│╔▒ŠĪŻŻ©ÅBķT╩ąŁhŠ│▒Żūo┐Ųčą╦∙Ż®

