╚½─żĘ©į┌ļŖÅSÕüĀtčaĮo╦«╠Ä└ĒŽĄĮyųąĄ─æ¬ė├┼cĘų╬÷
ųąć°╬█╦«╠Ä└Ē╣ż│╠ŠW ĢrķgŻ║2009-8-11 9:57:24
╬█╦«╠Ä└Ē╝╝ąg | ģRŠ█╚½Ū“Łh▒Ż┴”┴┐Ż¼ĮĄĄ═Ų¾śIų╬╬█│╔▒Š
1ĪĪ╣ż│╠Ė┼ør
║ė▒▒╩Ī─│ĮšČÆļŖÅSčbįO2┼_ć°«a12MWųą£žųąē║å╬│ķ─²Ų¹╩Į╣®¤ßÖCĮMŻ¼ļŖÅSÕüĀtčaĮo╦«╠Ä└ĒŽĄĮy«a╦«┴┐×ķ2Ī┴22m3/hŻ¼įŁ╦«įOėŗ╦«į┤×ķ│Ū╩ą╬█╦«╠Ä└ĒÅSČ■╝ē│÷╦«Įø╔ŅČ╚╠Ä└Ē║¾Ą─į┘╔·╦«Ż¼ė╔ė┌╬█╦«╠Ä└ĒÅSĘĮ├µ┤µį┌å¢Ņ}Ż¼╣╩─┐Ū░╦«į┤▓╔ė├ļŖÅSĖĮĮ³ĄžŽ┬╔ŅŠ«╦«ĪŻė╔ė┌ł÷ĄžėąŽ▐Ż¼▓╗ę╦▓╔ė├é„ĮyĄ─ļxūėĮ╗ōQ│²¹}ŽĄĮyĪŻĮø▀^ŠC║ŽšōūCøQČ©▓╔ė├UFĪ¬ROĪ¬EDI╚½─żĘ©╦«╠Ä└Ē╣ż╦ćŻ¼ęį£p╔┘ŽĄĮyĄ─š╝Ąž├µĘeŻ¼║å╗»įOéõ▓┘ū„Ż¼Ž¹│²╦ßēAÅUę║ī”ŁhŠ│Ą─╬█╚ŠĪŻĄžŽ┬╔ŅŠ«╦«Š▀¾w╦«┘|ęŖ▒Ē1ĪŻ
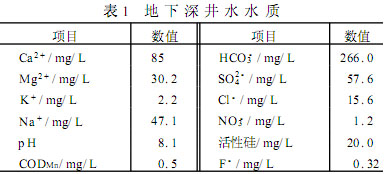 |
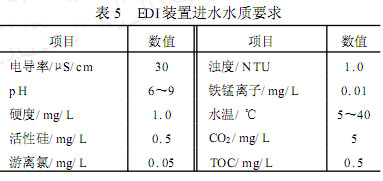
▒Ē1ĪĪĄžŽ┬╔ŅŠ«╦«╦«┘|
ļŖÅSÕüĀtčaĮo╦«╠Ä└Ē╣ż╦ć┴„│╠×ķ:ĄžŽ┬╔ŅŠ«╦«Ī·╔·╦«ŽõĪ·ūįäėĘ┤Ž┤▀^×VŲ„Ī·│¼×Včbų├Ī·│¼×V╦«ŽõĪ·▒Ż░▓▀^×VŲ„Ī·ę╗╝ēĘ┤ØB═Ėčbų├Ī·ę╗╝ēĄŁ╦«╦«ŽõĪ·Č■╝ēĘ┤ØB═Ėčbų├Ī·Č■╝ēĄŁ╦«ŽõĪ·EDIčbų├Ī·│²¹}╦«ŽõĪŻÕüĀtčaĮo╦«╠Ä└ĒŽĄĮy▓╔ė├PLC│╠ą“┐žųŲŻ¼š¹¾w┐žųŲ╦«ŲĮæ¬▀_ĄĮ¤o╚╦ųĄ╩žĄ─ś╦£╩ĪŻ
2ĪĪų„ę¬╣ż╦ć╠ž³c╝░▀\ąąŪķør
2.1ĪĪŅA╠Ä└ĒŽĄĮy
ĄžŽ┬╔ŅŠ«╦«ę²ų┴╔·╦«ŽõŻ¼▓óį┌╔·╦«Žõ▀M╚ļ─Ė╣▄╠Ä╝ė╚ļNaClOŻ¼ęį╚ź│²╦«ųąĄ─ėąÖC╬’ĪŻ╔·╦«į┘Įø╔·╦«▒├╔²ē║║¾▀M╚ļ2┼_ūįäėŪÕŽ┤▀^×VŲ„Ż¼▀^×VŲ„ą═╠¢×ķCTF2S302M3Ż¼å╬┼_┴„┴┐38m3/hŻ¼▓╔ė├▓ó┬ō─Ė╣▄ųŲ▀BĮėĪŻūįäėŪÕŽ┤▀^×VŲ„▀^×VŠ½Č╚50”╠mŻ¼▀\ąąų▄Ų┌ė╔▀M│÷┐┌ē║▓Ņ║═▀M╦«┴„┴┐┐žųŲŻ¼Ę┤Ž┤▓╔ė├╦«Ę┤Ž┤ĪŻ▒ŠŽĄĮyįO2╠ū│¼×Včbų├Ż¼å╬╠ū«a╦«┴┐34m3/hĪŻ
▓╔ė├ūāŅl║Ń╦«┴┐┐žųŲŻ¼Ųõ▀\ąą×ķ╚½┴„▀^×VĪóŅlĘ▒Ę┤Ž┤Ą─╚½ūįäė▀B└mĘĮ╩ĮĪŻ─żį¬╝■ą═╠¢×ķOMEXELLTMSFR22860Ż¼─ż┐ūÅĮ0.03”╠mŻ¼▓─┘|×ķPVDF(Š█Ų½Ę·ęꎮ)ųą┐š└wŠS─żŻ¼╣▓16ų¦─żį¬╝■ĪŻ╦«ųąŅw┴Ż╬’┴ŻÅĮę╗░ŃČ╝┤¾ė┌0.03”╠mŻ¼ę“┤╦UFŽĄĮy│÷╦«╦«┘|▌^║├Ż¼SDI<2Ż¼ØßČ╚<0.10NTUĪŻ├┐ų¦─żį¬╝■ėąą¦▀^×V├µĘe×ķ52m2Ż¼×ķ═Ōē║╩Į─żĪŻ│¼×V─ż═©┴┐×ķ2m3/(m2Īżd)Ż¼▀\ąąų▄Ų┌×ķ40minŻ¼┐ń─żē║▓ŅĘĆČ©į┌0.05Ī½0.06MPaĪŻĘ┤Ž┤Ģrķg30sŻ¼Ę┤Ž┤═Ė╦«╦┘┬╩×ķ120L/(m2Īżh)Ż¼Ę┤Ž┤ē║┴”0.1MPaŻ¼├┐6éĆų▄Ų┌▀Mąą1┤╬╝ėNaClOĘ┤Ž┤Ż¼╝ė╦Ä┴┐×ķ15mg/LĪŻ╗»īWŪÕŽ┤├┐Ė¶1Ī½2éĆį┬ę╗┤╬Ż¼╗»īWŪÕŽ┤Ģrķg60Ī½90minĪŻ│¼×VŽĄĮy▀\ąąŪķør╝░«a╦«╦«┘|ęŖ▒Ē2ĪŻ
▒Ē2ĪĪ│¼×VŽĄĮy▀\ąąŪķør╝░«a╦«╦«┘|
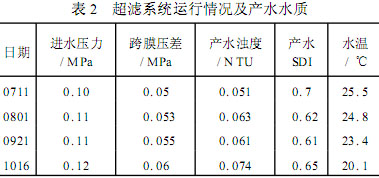 |
ė╔▒Ē2┐╔ęŖ│¼×VĄ─▀^×Vū„ė├ĘŪ│Ż├„’@Ż¼│÷╦«ØßČ╚┐╔ęįĘĆČ©į┌0.05Ī½0.10NTUŻ¼SDI<1Ż¼═Ļ╚½ØMūŃĘ┤ØB═Ėčbų├Ą─▀M╦«ę¬Ū¾ĪŻ
2.2ĪĪĘ┤ØB═ĖŽĄĮy
2.2.1ĪĪę╗╝ēĘ┤ØB═ĖŽĄĮy
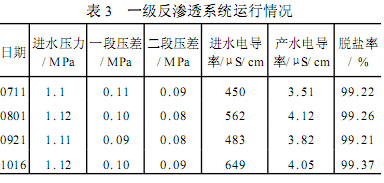
ŅA├ō¹}ŽĄĮyįOų├ā╔╝ēĘ┤ØB═Ėčbų├Ż¼ę╗╝ēĘ┤ØB═Ėčbų├2╠ūŻ¼å╬╠ū┴„┴┐×ķ27m3/hŻ¼╗ž╩š┬╩×ķ75%Ż¼┼┼┴ąĘĮ╩Į×ķ3Ī├2Ż¼▓╔ė├├└ć°║ŻĄ┬─▄╣½╦ŠLFC3ļŖųąąįĄ═╬█╚Š─żį¬╝■Ż¼╣▓60ų¦ĪŻĘ┤ØB═Ė▀M╦«pH×ķ7.5Ī½8.1Ż¼▓╗╝ė╦ßēAŻ¼ūĶ╣Ėä®═Č╝ė┴┐×ķ4mg/LŻ¼į┌Ę┤ØB═ĖŪ░╝ė2Ī½3mg/LĄ─▀ĆįŁä®Na2SO3Ż¼┐žųŲč§╗»▀ĆįŁļŖ╬╗ORP<200mVŻ¼Ę└ų╣č§╗»ąį╬’┘|ī”Ę┤ØB═Ė─żĄ─ŲŲē─ĪŻę╗╝ēROčbų├╣żū„ĘĆČ©Ż¼│÷╦«ė▓Č╚╝s×ķ0Ż¼įö╝ÜŪķøręŖ▒Ē3ĪŻ
▒Ē3ĪĪę╗╝ēĘ┤ØB═ĖŽĄĮy▀\ąąŪķør
 |
2.2.2ĪĪČ■╝ēĘ┤ØB═ĖŽĄĮy
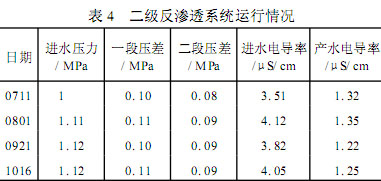
Č■╝ēĘ┤ØB═Ėčbų├2╠ūŻ¼å╬╠ū┴„┴┐×ķ24m3/hŻ¼╗ž╩š┬╩90%Ż¼┼┼┴ąĘĮ╩Į×ķ3Ī├1Ż¼▓╔ė├├└ć°║ŻĄ┬─▄╣½╦ŠCPA4Ą═ē║Ė▀├ō¹}─żį¬╝■Ż¼╣▓48ų¦ĪŻČ■╝ēĘ┤ØB═Ė▀M╦«pH×ķ516Ī½614Ż¼ė╔ė┌Č■╝ēĘ┤ØB═Ė├ō¹}┬╩╩▄pHė░Ēæ▌^┤¾Ż¼╣╩╝ė╚ļNaOHš{š¹pH×ķ715Ī½813Ż¼╩╣╦«ųąCO2╗∙▒Š▐D╗»×ķHCO-3Č°▒╗╚ź│²Ż¼═¼Ģrę▓┐╔▒ŻūC«a╦«pH>6ĪŻČ■╝ēĘ┤ØB═ĖĄ─▀\ąąŪķøręŖ▒Ē4
ė╔▒Ē4┐╔ų¬ŽĄĮy▀\ąąĘĆČ©Ż¼ļm╚╗├ō¹}┬╩▓╗Ė▀Ż¼Ą½«a╦«ļŖī¦┬╩─▄▒Ż│ųį┌2”╠S/cmęįŽ┬ĪŻ
▒Ē4ĪĪČ■╝ēĘ┤ØB═ĖŽĄĮy▀\ąąŪķør
 |
║¾└mEDIčbų├Ą─▀M╦«╦«┘|Š▀¾wę¬Ū¾ęŖ▒Ē5Ż¼ŲõųąąĶę¬╠žäeųžęĢĄ─╩Ū▀M╦«ļŖī¦┬╩Īóė▓Č╚ĪóCO2ĪóTOC╝░╣Ķ║¼┴┐ĪŻŅA╠Ä└Ē╝░ŅA│²¹}ŽĄĮyĄ─š²│Ż▀\ąą╩Ū▒ŻūCEDI▀M╦«╦«┘|║ŽĖ±Ą─ĻPµIŻ¼ī”▒╚▒Ē3Ż¼▒Ē4║═▒Ē5┐╔ų¬ę╗╝ēĘ┤ØB═Ė│÷╦«Ą─ļŖī¦┬╩╝░ė▓Č╚ęčĮø─▄║▄║├ĄžØMūŃEDI▀M╦«ę¬Ū¾ĪŻĄ½┐╝æ]ĄĮęį║¾▓╔ė├│Ū╩ą╬█╦«į┘╔·╦«×ķ╦«į┤Ż¼╦«┘|Ūķør▌^×ķÅ═ļsŻ¼╣╩į÷╝ėČ■╝ēĘ┤ØB═ĖįOéõ║▄ėą▒žę¬Ż¼═¼Ģr▀Ćæ¬ĻPūóĘ┤ØB═Ė╬█Č┬å¢Ņ}Ą─░l╔·ĪŻ
▒Ē5ĪĪEDIčbų├▀M╦«╦«┘|ę¬Ū¾
 |
2.3ĪĪEDIčbų├
2.3.1ĪĪEDI╠ž³c╝░▀\ąąŪķør
EDI╩Ūę╗ĘNīóļŖØB╬÷┼cļxūėĮ╗ōQėąÖCĮY║ŽĄ─ą┬ą═─żĘųļx╝╝ągŻ¼śŗįņŅÉ╦ŲļŖØB╬÷Ų„Ż¼╦∙▓╗═¼Ą─╩Ūį┌ĄŁ╦«╩ęųą│õ╠ŅėąĻÄĻ¢ļxūėĮ╗ōQśõų¼ĪŻį┌Ė▀╝ā╦«ųąŻ¼ļxūėĮ╗ōQśõų¼Ą─ī¦ļŖąį─▄▒╚┼cų«ŽÓĮėė|Ą─╦«ę¬Ė▀2Ī½3éĆöĄ┴┐╝ēŻ¼╦∙ęįÄū║§╚½▓┐Å─╚▄ę║ĄĮų¼├µĄ─ļxūė▀węŲČ╝╩Ū═©▀^śõų¼üĒ═Ļ│╔Ą─ĪŻ╦«ųąĄ─ļxūė╩ūŽ╚ę“Į╗ōQū„ė├╬³ĖĮė┌śõų¼Ņw┴Ż╔ŽŻ¼į┘į┌ļŖł÷ū„ė├Ž┬Ż¼Įøė╔śõų¼Ņw┴Żśŗ│╔Ą─Ī░ļxūėé„▓ź═©Ą└Ī▒▀węŲĄĮ─ż▒Ē├µ▓ó═Ė▀^ļxūė▀xō±ąį─ż▀M╚ļØŌ╦«╩ęĪŻ═¼Ģrį┌śõų¼Īó─ż┼c╦«ŽÓĮėė|Ą─Įń├µ╠ÄŻ¼Įń├µöU╔óųąĄ─śO╗»╩╣╦«ĮŌļx×ķH+║═OH-ĪŻ╦³éā│²▓┐Ęųģó┼cžō▌dļŖ┴„═ŌŻ¼┤¾ČÓöĄėųŲĄĮī”śõų¼Ą─į┘╔·ū„ė├Ż¼Å─Č°╩╣ļxūėĮ╗ōQĪóļxūė▀węŲĪóļŖį┘╔·3éĆ▀^│╠ŽÓ░ķ░l╔·ĪóŽÓ╗ź┤┘▀MŻ¼▀_ĄĮ▀B└m╚źļxūėĄ──┐Ą─ĪŻ
įōļŖÅSĄ─EDIčbų├×ķ║ė▒▒ļŖ┴”įOéõÅSūįąąķ_░lčąųŲĄ─░Õ╩ĮEDI22ą═Ż¼å╬éĆ─ŻēK«a╦«┴┐2m3Ż¼Ęų×ķ2ĮMŻ¼├┐ĮM11éĆ─ŻēKŻ¼╣▓22éĆ─ŻēKŻ¼«a╦«┴┐2Ī┴22m3/hŻ¼╗ž╩š┬╩95%ĪŻĻÄļxūėĮ╗ōQ─ż▓─┘|×ķ▒Įęꎮ╝Š░ĘŻ¼Ļ¢ļxūėĮ╗ōQ─ż▓─┘|×ķ▒Įęꎮ╗Ū╦߯¼ØŌ╩ęĖ¶░Õ▓─┘|▓╔ė├╣ĶŽ─zŻ¼ĄŁ╦«Ė¶▓─┘|▓╔ė├ABSĪŻEDIŽĄĮy▓╔ė├ØŌ╦«čŁŁhĘĮ╩Į▀\ąąŻ¼īó▀M╦«ę╗Ęų×ķČ■Ż¼┤¾▓┐Ęų╦«ė╔─ŻēKŽ┬▓┐▀M╚ļĄŁ╦«╩ęųą▀Mąą├ō¹}Ż¼ąĪ▓┐Ęų╦«ū„×ķØŌ╦«čŁŁh╗ž┬ĘĄ─ča│õ╦«ĪŻØŌ╦«Å──ŻēKĄ─ØŌ╦«╩ę│÷üĒ║¾Ż¼▀M╚ļØŌ╦«čŁŁh▒├╚ļ┐┌Ż¼Įø╔²ē║║¾╦═╚ļ─ŻēKĄ─Ž┬▓┐Ż¼ę╗░Ń┐žųŲØŌ╦«ē║┴”▒╚ĄŁ╦«Ą═0.04Ī½0.07MPaŻ¼▒▄├Ō─żā╔é╚ē║┴”▓╗ŲĮ║Ō░l╔·ØB┬®¼FŽ¾ĪŻ
Ųõųą┤¾▓┐Ęų╦«╦═╚ļØŌ╦«╩ęā╚Ż¼└^└mģó┼cØŌ╦«čŁŁhŻ¼ąĪ▓┐Ęų╦«╦═╚ļśO╦«╩ęū„×ķļŖĮŌę║Ż¼ļŖĮŌ║¾öyĦļŖśOĘ┤æ¬Ą─«a╬’║═¤ß┴┐Č°┼┼Ę┼Ż¼š¹éĆŽĄĮy¤oå╬¬ÜĄ─ØŌ╦«┼┼Ę┼═ŠÅĮĪŻ
EDIčbų├äéķ_╩╝š{įćĢrŻ¼─ŻēK╠Äė┌į┘╔·ĀŅæBŻ¼┤╦ĢrĘųäeĮoČ©ę╗ĮM─ŻēK40AĄ─ļŖ┴„Ż¼▓╔ė├ĘĆ┴„▀\ąą─Ż╩ĮŻ¼│§╩╝ļŖē║160Vū¾ėęĪŻ═©ļŖ║¾ØŌ╦«ļŖī¦┬╩čĖ╦┘╔²Ė▀Ż¼ļŖē║ļSų«ŠÅ┬²ĮĄĄ═ĪŻ«öØŌ╦«ļŖī¦╔²ĄĮ1100”╠S/cmĢrŻ¼į÷┤¾śO╦«┼┼Ę┼┴┐Ż¼═¼Ģrį┌ØŌ╦«čŁŁh▒├│÷┐┌┼┼│÷▓┐ĘųØŌ╦«Ż¼┤╦ĢrØŌ╦«ļŖī¦┬╩╗∙▒Š▓╗į┘╔²Ė▀ĪŻ─ŻēK│ų└mį┘╔·90h║¾Ż¼ØŌ╦«ļŖī¦┬╩ĮĄų┴200”╠S/cmŻ¼─ŻēKį┘╔·ĮY╩°Ż¼═Č╚ļš²│Ż▀\ąąĪŻš²│Ż▀\ąą║¾Ż¼š{š¹ØŌ╦«čŁŁh┴┐×ķ3m3/hŻ¼śO╦«┼┼Ę┼┴┐1m3/hŻ¼▀M╦«┴„┴┐23m3/hŻ¼┤╦Ģr«a╦«┴„┴┐22m3/hĪŻ▀M╦«ē║┴”Ż¼«a╦«ē║┴”Ż¼ØŌ╦«▀M┐┌ē║┴”Ż¼ØŌ╦«│÷┐┌ē║┴”Ą╚Š∙š{š¹ų┴ĮoČ©ē║▓ŅĪŻš¹┴„╣±▓╔ė├ĘĆ┴„▀\ąąĘĮ╩ĮŻ¼įOČ©ļŖ┴„25AŻ¼ļŖē║į┌97Ī½105V▓©äėĪŻį┌ØŌ╦«čŁŁh▒├│÷┐┌╠Äī”ØŌ╦«ŽĄĮy╝ėNaClŻ¼╠ßĖ▀ŲõļŖī¦┬╩Ż¼ØŌ╦«ļŖī¦┬╩ŠS│ųį┌110Ī½140”╠S/cmŻ¼ęį▒ŻūC«a╦«╦«┘|Ż¼═¼ĢrĮĄĄ═EDIčbų├Ą─║─ļŖ┴┐ĪŻEDIčbų├Š▀¾w▀\ąąŪķøręŖ▒Ē6ĪŻ
▒Ē6ĪĪEDIčbų├▀\ąąöĄō■
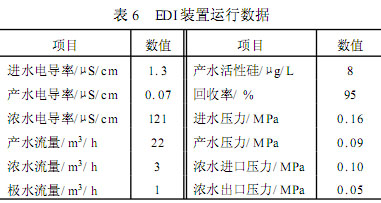 |
Įø▀^Į³ę╗─ĻĄ─▀\ąąŻ¼įōļŖÅSEDIčbų├Ą─«a╦«ļŖī¦┬╩ę╗ų▒ĘĆČ©į┌0.06Ī½0.08”╠S/cmŻ¼╗Ņąį╣Ķ<10”╠g/LŻ¼«a╦«╦«┘|ā×ė┌│ŻęÄ╦«╠Ä└ĒŽĄĮy«a╦«(ļŖī¦┬╩0.1Ī½0.2”╠S/cmŻ¼╗Ņąį╣Ķ15Ī½20”╠g/L)Ż¼═Ļ╚½Ę¹║ŽÕüĀtčaĮo╦«Ą─╦«┘|ś╦£╩ę¬Ū¾ĪŻ
2.3.2ĪĪ▀M╦«╦«┘|ī”EDIĄ─ė░Ēæ
į┌ę╗Č©Ą─▓┘ū„ļŖ┴„Ž┬Ż¼ļSų°▀M╦«ļŖī¦┬╩Ą─į÷╝ėŻ¼EDI«a╦«ļŖī¦┬╩ę▓į┌į÷╝ėĪŻĄ½į┌ę╗Č©ĘČć·ā╚Ż¼«a╦«╦«┘|ūā╗»▓╗├„’@ĪŻ«ö▀M╦«ļŖī¦┬╩│¼▀^ę╗Č©ĘČć·║¾Ż¼▀M╦«ųąļxūėį÷ČÓŻ¼╦«Ą─ī¦ļŖ─▄┴”╝ėÅŖŻ¼«a╔·śO╗»Ą─┌ģä▌£p╚§Ż¼╦«ĮŌļx│╠Č╚£p╚§Ż¼╔·│╔Ą─H+║═OH-£p╔┘Ż¼ī¦ų┬śõų¼į┘╔·ą¦╣¹ūā▓ŅŻ¼ėąĢr╔§ų┴Ģ■│÷¼FĄŁ╦«╩ęĄ─śõų¼┤¾▓┐Ęų╠Äė┌’¢║═╩¦ą¦ĀŅæBŻ¼«a╦«╦«┘|É║╗»Ą─ŪķørĪŻ
╦«Ą─╗ž╩š┬╩ų„ę¬╚ĪøQė┌▀M╦«Ą─ė▓Č╚ĪŻĄŁ╦«╩ęĻÄ─żśO╗»«a╔·Ą─OH-į┌ØŌ╦«╩ęųąŽ“Ļ¢śOĘĮŽ“Ą─Č©Ž“ęŲäė╩╣ØŌ╦«╩ęĄ─ĻÄ─ż▒Ē├µŠS│ųę╗éĆĖ▀Ą─pHīė├µŻ¼ų┬╩╣ĄŁ╦«╩ę═Ė▀^Ļ¢─żĄ─Ca2+║═Mg2+į┌┤╦╠ÄśOęū╔·│╔│┴ĄĒĪŻĻÄśO▒Ē├µė╔ė┌╦«ļŖĮŌ«a╔·Ą─OH-Ż¼ę▓╩╣ĻÄśOģ^┤µį┌pH▌^Ė▀Ą─¼FŽ¾ĪŻį┌▀M╦«ė▓Č╚Ė▀Ą─Śl╝■Ž┬Ż¼▒žĒÜĮĄĄ═╦«Ą─╗ž╩š┬╩Ż¼Å─Č°ėąą¦┐žųŲØŌ╦«╩ęĄ─ĮY╣Ė┌ģä▌ĪŻ
┴Ē═Ō▀M╦«ųąĄ─CO2ę▓Ģ■ė░ĒæEDIĄ─«a╦«╦«┘|Ż¼CO2▀M╚ļEDIĮM╝■║¾Ż¼┼c╦«ļŖĮŌ«a╔·Ą─OH-ĮY║Ž«a╔·CO2-3║═H2OĪŻCO2-3ū„×ķĮ╗ōQĒśą“į┌HSiO-3ų«║¾Ą─╚§ļŖĮŌ┘|Ż¼╦³į┌╦«ųąĄ─ØŌČ╚īóĖ╔ö_EDIī”╚§ļŖĮŌ┘|Ą─╚ź│²ĪŻ▀^Ė▀Ą─CO2┐╔ęį═©▀^š{š¹RO▀M╦«pH╗“ī”RO«a╦«├ōÜŌČ°╚ź│²ĪŻŅA╠Ä└Ē╝░ŅA│²¹}ŽĄĮyĄ─š²│Ż▀\ąą╩Ū▒ŻūCEDI▀M╦«╦«┘|║ŽĖ±Ą─ĻPµIŻ¼ŲõųąąĶę¬╠žäeųžęĢĄ─╩ŪEDI▀M╦«ļŖī¦┬╩Īóė▓Č╚ĪóCO2ĪóTOC╝░╗Ņąį╣Ķ║¼┴┐ĪŻį┌ā╔╝ēRO│÷╦«╗∙▒Š¤oė▓Č╚Ą─ŪķørŽ┬Ż¼įōEDIĄ─╗ž╩š┬╩įOČ©×ķ95%Ż¼▀\ąąīŹ█`▒Ē├„čbų├─▄ē“ķLŲ┌ĘĆČ©▀\ąąĪŻ
2.3.3ĪĪØŌ╦«┴„┴┐║═ļŖī¦┬╩ī”EDIĄ─ė░Ēæ
į┌▀\ąą▀^│╠ųąŻ¼ĄŁ╦«ųą╦∙ėąĄ─▒╗╚ź│²Ą─ļxūėūŅĮKČ╝ģR╝»ĄĮØŌ╦«ųąüĒŻ¼ØŌ╦«Ą─ļŖī¦┬╩Ą├ęį╔²Ė▀Ż¼ØŌ╦«ėų╩Ū裣h╩╣ė├Ą─Ż¼ę“┤╦ØŌ╦«Ą─ļŖī¦┬╩▓╗öÓĄž▒╗╠ßĖ▀Ż¼š¹éĆEDIĮM╝■Ą─ļŖūĶĄ├ęįĮĄĄ═ĪŻØŌ╦«ļŖī¦┬╩╩Ūė░ĒæEDI─ŻēKļŖūė┴„▀węŲĄ─ųžę¬ę“╦žŻ¼į┌¼Fł÷š{įć▀^│╠ųą░l¼FŻ¼£pąĪØŌ╦«┴„┴┐Ż¼┐╔ęį╠ßĖ▀ŽĄĮyĄ─ļŖ┴„(ĘĆ┴„▀\ąąĢr┐╔ĮĄĄ═ŽĄĮyļŖē║)Ż¼▓ó─▄į┌ę╗Č©│╠Č╚╔Ž╠ßĖ▀«a╦«╦«┘|ĪŻ
īŹļH╔ŽØŌ╦«┴„┴┐╩Ū═©▀^ØŌ╦«ļŖī¦┬╩üĒė░ĒæŽĄĮy▀\ąąĄ─Ż¼ØŌ╦«┴„┴┐įĮąĪŻ¼ØŌ╦«║¼¹}┴┐įĮĖ▀Ż¼ØŌ╦«╩ęļŖūĶįĮąĪŻ¼║Ńē║ŪķørŽ┬ŲõļŖē║ŽÓæ¬ĮĄĄ═Ż¼Č°ĄŁ╦«╩ęļŖē║į÷╝ė║¾ØŌ╦«Ė³ęūė┌ĘųĮŌ╔·│╔H+║═OH-Ż¼«a╦«╦«┘|Ą├ĄĮ╠ßĖ▀ĪŻĄ½╩ŪØŌ╦«┴„┴┐▀^ąĪĢ■įņ│╔─żā╔é╚ØŌČ╚▓Ņ▀^┤¾Ż¼ą╬│╔ØŌ▓ŅöU╔óŻ¼ė░Ēæ«a╦«╦«┘|ĪŻ┴Ēę╗ĘĮ├µŻ¼▀\ąą▀^│╠ųąØŌ╦«╩ęĻÄļxūėĮ╗ōQ─ż▒Ē├µ╠ÄĄ─pH▌^Ė▀Ż¼ØŌ╦«ųąĄ─│╔╣Ė╬’┘|į┌Ą═┴„╦┘Ž┬┐╔─▄Ģ■Ė╗╝»Č°ę²ŲĮY╣ĖŻ¼═¼Ģrę▓┤µį┌ų°EDIĮM╝■ę“śO╦«╩ę▀^¤ßČ°ę²░lĮM╝■ūāą╬ōpē─Ą─å¢Ņ}ĪŻę╗░ŃĮø“×╩ŪØŌ╦«┴„┴┐×ķ▀M╦«┴„┴┐Ą─5%Ī½10%ĪŻ
ØŌ╦«Ą─ļŖī¦┬╩ų▒Įėė░Ēæ«a╦«ļŖī¦┬╩Ż¼š{įćųą░l¼F«öØŌ╦«ļŖī¦┬╩į┌100Ī½200”╠S/cmĢrŻ¼«a╦«ļŖī¦┬╩ŽÓī”ĘĆČ©Ż¼«öØŌ╦«ļŖī¦┬╩Ą═ė┌100”╠S/cmĢrŻ¼«a╦«ļŖī¦┬╩│ų└m╔Ž╔²Ż¼ŪęØŌ╦«ļŖī¦┬╩įĮĄ═Ż¼«a╦«╦«┘|įĮ▓ŅĪŻę“┤╦ØŌ╦«ļŖī¦┬╩▒žĒÜŠS│ųį┌ę╗Č©ĘČć·ā╚Ż¼ęį▒ŻūCEDIĮM╝■ėąūŃē“Ą─ļŖ┴„═©▀^ĪŻ«ö▀M╦«ļŖī¦┬╩▌^Ą═Ż¼╝┤╩╣▓╔ė├ØŌ╦«čŁŁhĘĮ╩Įę▓║▄ļy▀_ĄĮę¬Ū¾ĢrŻ¼Š═ąĶꬎ“ØŌ╦«čŁŁhŽĄĮyųą╝ė¹}üĒ╠ßĖ▀ØŌ╦«ļŖī¦┬╩ĪŻ«öØŌ╦«ļŖī¦┬╩>140”╠S/cmĢrŻ¼«a╦«ļŖī¦┬╩ūā╗»▓╗├„’@Ż¼ĘĆ┴„ŪķørŽ┬ļŖē║ėą╦∙Ž┬ĮĄŻ¼Ą½═¼ĢrąĶ┐╝æ]║─¹}┴┐╝░ØŌ▓ŅöU╔óå¢Ņ}ĪŻ
śO╦«Ą─ū„ė├ų„ę¬╩ŪĮoļŖśOĮĄ£ž║═Ħū▀ļŖśO▒Ē├µ«a╔·Ą─ÜŌ¾wŻ¼ę╗░Ń┐žųŲśO╦«┴„┴┐×ķ▀M╦«┴„┴┐Ą─1%ĪŻEDIį┘╔·Ģrė╔ė┌ļŖ┴„į÷┤¾Ż¼śO╦«┴„┴┐┐╔š{┤¾ų┴▀M╦«┴„┴┐Ą─2%Ī½3%ĪŻĮšČÆļŖÅSEDIŽĄĮyĄ─śO╦«┴„┴┐įOČ©×ķ▀M╦«┴„┴┐Ą─5%Ż¼ų„ę¬╩Ū┐╝æ]ĄĮŽĄĮy¤oå╬¬ÜĄ─ØŌ╦«┼┼Ę┼═ŠÅĮŻ¼ąĪ▓┐ĘųØŌ╦«ęįśO╦«Ą─ą╬╩Į╦═╚ļśO╦«╩ęČ°┼┼Ę┼Ż¼ęįŠS│ųę╗Č©Ą─ØŌ╦«ļŖī¦┬╩Ż¼śO╦«┴„┴┐Ą─į÷┤¾▀Ćėą└¹ė┌ļŖśOĄ─š²│Ż▀\ąąŻ¼čėķLŲõ╣żū„ē█├³ĪŻ
Ķbė┌ęį╔ŽĘų╬÷Ż¼Į©ūhį┌īŹļH▀\ąą▀^│╠ųą▓╔ė├▒Ż│ų▌^┤¾Ą─ØŌ╦«┴„┴┐Ż¼═©▀^ĮĄĄ═EDI▀M╦«ė▓Č╚Ż¼▀m«öį÷╝ėØŌ╦«ļŖī¦┬╩Ą─ĘĮĘ©üĒŠS│ųEDI▌^Ė▀Ą─ļŖ┴„ą¦┬╩║═«a╦«╦«┘|ĪŻ
2.3.4ĪĪ▓┘ū„ļŖ┴„ī”EDIčbų├Ą─ė░Ēæ
EDIčbų├┼cļŖØB╬÷▓╗═¼Ż¼│²¹}▀^│╠ųąąĶę¬░l╔·śO╗»¼FŽ¾Ż¼╝┤į┌╦«┼cļxūėĮ╗ōQ─ż╗“śõų¼Įń├µ╔Ž░l╔·╦«Ą─ĮŌļxĘ┤æ¬Ż¼╔·│╔┤¾┴┐H+║═OH-Ż¼╩╣śõų¼▓╗öÓĄ├ĄĮį┘╔·Ż¼ę“┤╦EDIčbų├Š═ėąę╗éĆūŅĄ═╣żū„ļŖ┴„ę¬Ū¾Ż¼Č°Ūęįō╣żū„ļŖ┴„▒žĒÜ┤¾ė┌░l╔·śO╗»¼FŽ¾ĢrĄ─śOŽ▐ļŖ┴„Ż¼╦³┼c▀M╦«╦«┘|Īó─ż╝░śõų¼ąį─▄║═ĮM╝■ĮYśŗėąĻPĪŻę╗░ŃüĒšfŻ¼ŽĄĮyļŖ┴„įĮ┤¾Ż¼«a╦«╦«┘|įĮ║├ĪŻę“×ķį┌▌^┤¾Ą─ļŖ┴„Ž┬Ż¼ģó┼cļŖūė┴„▀węŲĄ─ļxūėČÓŻ¼╩╣Ą├Ė³ČÓĄ─¹}ĘųļxūėÅ─ĄŁ╦«╩ę▀węŲų┴ØŌ╦«╩ęŻ¼═¼ĢrĄŁ╦«╩ęųą╦«Ą─ĮŌļxČ╚┤¾Ż¼«a╔·Ą─H+║═OH-öĄ┴┐ČÓŻ¼śõų¼Ą─į┘╔·ą¦╣¹║├Ż¼Å─Č°«a╦«Ą─ļŖī¦┬╩ąĪĪŻĄ½╩Ū«öļŖ┴„į÷┤¾ĄĮę╗Č©ųĄĢrŻ¼ĄŁ╦«╩ęļxūėĮ╗ōQ║═śõų¼į┘╔·▀_ĄĮśOŽ▐Ż¼╩ŻėÓĄ─H+║═OH-ų„ę¬ė├ė┌žō▌dļŖ┴„Ż¼ęč¤oų·ė┌▀Mę╗▓ĮĮĄĄ═«a╦«ļŖī¦┬╩Ż¼Ģ■ę²░l▀^┴┐Ą─╦«ļŖļx║═ļxūėĘ┤öU╔óČ°ĮĄĄ═«a╦«╦«┘|ĪŻ═¼ĢrśO╩ęųąĢ■«a╔·┤¾┴┐Ą─ÜõÜŌ║═č§ÜŌŻ¼▓╗└¹ė┌EDIĄ─š²│Ż▀\ąąĪŻ╦∙ęį▓╗ę╦▓╔ė├▀^Ė▀Ą─ļŖ┴„ųĄĪŻļŖ┴„Ą─š{╣Øæ¬ęį«a╦«╦«┘|ūŅ╝č×ķ─┐Ą─Ż¼į┌«a╦«╦«┘|▀_ĄĮę¬Ū¾Ą─Ū░╠ߎ┬ļŖ┴„įĮąĪįĮ║├ĪŻ
×ķ┴╦ĮĄĄ═įOéõ▀\ąąļŖ║─Ż¼┐╝▓ņ▓┘ū„ļŖ┴„ī”│÷╦«╦«┘|Ą─ė░Ēæ│╠Č╚Ż¼į┌Ųõ╦¹▀\ąąŚl╝■▓╗ūāĄ─ŪķørŽ┬▀Mąą┴╦Äū┤╬Ė─ūā▓┘ū„ļŖ┴„Ą─įć“ׯ¼ĮY╣¹▒Ē├„EDI▓┘ū„ļŖ┴„į┌15Ī½25AĢrŻ¼«a╦«ļŖī¦┬╩Č╝─▄▒ŻūCį┌0.08”╠S/cmęįŽ┬ĪŻĮ©ūhEDIš²│Ż▀\ąąĢr╣®ļŖļŖ┴„×ķ1.5Ī½2A/─ŻēKŻ¼«ö─ŻēK│÷╦«▓╗║ŽĖ±Ż¼ąĶę¬į┘╔·ĢrŻ¼į┘╔·ļŖ┴„┐╔įOČ©×ķ3Ī½5A/─ŻēKĪŻ
3ĪĪ╝╝ągĮøØ·Ęų╬÷
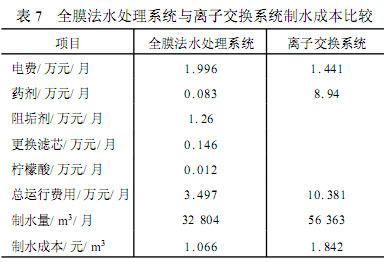
ęį«a╦«┴┐×ķ50m3/h╚½─żĘ©╠Ä└ĒŽĄĮy┼c«a╦«┴┐×ķ80m3/hĄ─ļxūėĮ╗ōQŽĄĮyųŲ╦«│╔▒ŠĄ─▒╚▌^Ż¼įöęŖ▒Ē7ĪŻė╔▒Ē7┐╔ęį┐┤│÷Ż¼į┌ŽÓ═¼įŁ╦«Ą─ŪķørŽ┬ļxūėĮ╗ōQŽĄĮyųŲ╦«│╔▒Š▒╚╚½─żĘ©╠Ä└ĒŽĄĮyĖ▀│÷╝s0.776į¬/m3Ż¼╚¶░┤ļŖÅS─ĻąĶę¬ė├╦«┴┐200╚fm3ėŗ╦ŃŻ¼ät─Ļ▀\ąą┘Mė├┐╔╣Ø╝s150╚fį¬ĪŻ╚ń«a╦«┴┐Č╝×ķ50m3/h▓╔ė├╚½─żĘ©╦«╠Ä└ĒŽĄĮy▒╚ļxūėĮ╗ōQŽĄĮy╗∙Į©┐é═Č┘YĖ▀│÷╝s125.7╚fį¬Ż¼Ą½į┌─Ļ«a╦«┴┐200╚fm3Ą─ŪķørŽ┬Ż¼ą┬Į©ĒŚ─┐▓╔ė├╚½─żĘ©ŽĄĮyŻ¼═Č┘Y▓ŅŅ~ę╗─ĻŠ═┐╔╩š╗žŻ¼Č°Ūę¤o╦ßēA┼┼Ę┼Ż¼╔ńĢ■ą¦ęµ’@ų°ĪŻ
▒Ē7ĪĪ╚½─żĘ©╦«╠Ä└ĒŽĄĮy┼cļxūėĮ╗ōQŽĄĮyųŲ╦«│╔▒Š▒╚▌^
 |
4ĪĪĮYšō
(1)ĮšČÆļŖÅSĄ─▀\ąąĮY╣¹▒Ē├„Ż¼į┌▀M╦«╦«┘|ØMūŃįOėŗę¬Ū¾Ą─Śl╝■Ž┬Ż¼▓╔ė├UFĪ¬ROĪ¬EDI╣ż╦ć╠Ä└ĒĄžŽ┬╔ŅŠ«╦«Ż¼«a╦«╦«┘|▀B└mĘĆČ©Ż¼═Ļ╚½─▄ē“▀_ĄĮÕüĀtčaĮo╦«╦«┘|ę¬Ū¾ĪŻ╚½─ż╦«╠Ä└ĒŽĄĮy┼cé„ĮyļxūėĮ╗ōQ╣ż╦ćŽÓ▒╚Ż¼▀\ąą│╔▒ŠĄ═Ż¼▓┘ū„║åå╬Ż¼Ūę¤o╦ßēA┼┼Ę┼Ż¼ĮøØ·┐╔ąąĪŻ
(2)EDIčbų├Ą─▀M╦«╦«┘|ĪóØŌ╦«┴„┴┐║═ļŖī¦┬╩Īó▓┘ū„ļŖ┴„Ą╚╩Ūė░ĒæEDIŽĄĮyš²│Ż▀\ąąĄ─ųžę¬ę“╦žĪŻæ¬«öĖ∙ō■īŹļHŪķør┤_Č©Ė„▓┘ū„ģóöĄŻ¼▓óģfš{║├╦³éāų«ķgĄ─ĻPŽĄĪŻüĒį┤Ż║╣╚“v╦«ŠW

