ę╗░ŃŪķørŽ┬Ż¼ė╔╝ū┤╝ų▒Įė▐D╗»×ķ╝ū═ķ╩ŪūŅų„ꬥ─═ŠÅĮŻ¼ęę╦ߥ─ą╬│╔ę¬ę└┘ćė┌CO ╗“HCO3 -ęį╝░╬ó┴┐į¬╦žĪŻÅ─╝¬▓╝╦╣ūįė╔─▄üĒ┐┤Ż¼ė╔╝ū┤╝╔·│╔ęę╦ß┐╔ūį░l▀MąąŻ¼ģÆč§╔·╬’╠Ä└Ē╝ū┤╝Ą─Ę┤æ¬Ų„ųą┤µį┌ė╔╝ū┤╝ą╬│╔ęę╦ߥ─┐╔─▄ąį┼cŚl╝■ĪŻę“┤╦Ż¼╝ū┤╝ÅU╦«Ą─ģÆč§╠Ä└Ē┤µį┌ų°▀@śėĄ─Øōį┌╬ŻļUŻ¼╝┤ęę╦ߥ─┤¾┴┐«a╔·ī¦ų┬Ę┤æ¬Ų„ųąpHųĄŽ┬ĮĄČ°╩╣«a╝ū═ķŠ·╩¦╚ź╔·╬’╗ŅąįĪŻ║¼╝ū┤╝ÅU╦«│Ż│Ż║¼ėąįSČÓŲõ╦¹▌^Ė▀╝ēĄ─┤╝(╚ńęę┤╝Īó▒¹┤╝ĪóČĪ┤╝Ą╚)Ż¼▀@ą®ļs┤╝į┌ģÆč§▀^│╠ųąĮøė╔ęę╦ß═ŠÅĮ«a╔·╝ū═ķŻ¼š²│ŻŪķørŽ┬╝ū┤╝╗∙▒Š▓╗▐D╗»×ķęę╦߯¼Č°ė╔ļs┤╝«a╔·Ą─ęę╦ßę▓▓╗Ģ■ć└ųžĘe└█Ż¼ę“┤╦Ę┤æ¬Ų„─▄š²│Ż▀\▐DĪŻ
LettingaĄ╚į┌▀Mąą║¼╝ū┤╝║═Ųõ╦¹ļs┤╝Ė„50ŻźĄ─ÅU╦«ģÆč§╠Ä└ĒĢrŻ¼░l¼FUASBĘ┤æ¬Ų„Ą─COD╚▌Ęežō║╔Ė▀▀_17.5kg/m3ĪżdĢrŻ¼Ę┤æ¬Ų„š²│Ż▀\▐DŻ¼COD╚ź│²┬╩Äū║§×ķ100ŻźŻ¼│÷╦«ųą╗∙▒Šø]ėąVFA(ō]░ląįų¼ĘŠ╦ß)Ż¼╝ū┤╝╗∙▒Š╔Ž╚½▓┐ų▒Įė▐D╗»×ķ╝ū═ķĪŻĄ½«öCOD╚▌Ęežō║╔╠ßĖ▀ų┴22.6kg/m3ĪżdĢrŻ¼COD╚ź│²┬╩ųØuŽ┬ĮĄŻ¼žō║╔╔Ž╔²░ļéĆį┬║¾Ż¼VFAųØu╔Ž╔²ų┴1000Ī½1500mg/L(Š∙ęį CODėŗ)Ż¼Ę┤æ¬Ų„ā╚pHčĖ╦┘ė╔6.5ū¾ėęŽ┬ĮĄų┴5.0ū¾ėęĪŻ▀@ĘNŠų├µę╗Ą®ą╬│╔Ż¼╝ū┤╝▐D╗»×ķ╝ū═ķĄ─▀^│╠ųØuė╔╝ū┤╝▐D╗»×ķęę╦ߥ─▀^│╠╠µ┤·Ż¼ę²ŲpHčĖ╦┘Ž┬ĮĄĪŻĮ³─ĻüĒŻ¼ć°ā╚▀Mąą┴╦UASB╠Ä└Ē╝ū┤╝ÅU╦«Ą─īŹ“×蹊┐Ż¼ĮY╣¹░l¼FŻ¼«ö COD╚▌Ęežō║╔į┌17kg/m3ĪżdęįŽ┬ĢrŻ¼«aÜŌ┬╩ŠS│ųį┌╝s0.5m3/kgŻ¼COD╚ź│²┬╩┐╔ŠS│ųį┌96Żźęį╔ŽŻ╗Č°COD╚▌Ęežō║╔│¼▀^20kg/m3ĪżdŻ¼«aÜŌ┬╩Ž┬ĮĄŻ¼ī”ėąÖC╬’╚ź│²┬╩ĮĄĄ═ĪŻ
ę“┤╦Ż¼į┌ģÆč§╠Ä└Ē╝ū┤╝Ą─▀^│╠ųąŻ¼Ę└ų╣╦ß╗»Ą─░l╔·ĘŪ│Żųžę¬Ż¼▀@ąĶę¬▀xō±▀m«öĄ─╣ż╦ćī”Ųõ▀Mąą╠Ä└ĒĪŻ
ßśī”Ė▀ØŌČ╚╝ū┤╝ÅU╦«Ą─╠ž³cŻ¼į┌īŹ“×ųą▓╔ė├▀B└m┴„ā╔Č╬UASB╠Ä└Ē╣ż╦ćī”Ųõ▀Mąąįć“×蹊┐ĪŻ▒ŠčąŠ┐▓╔ė├ā╔Č╬ģÆ觎¹╗»ŽĄĮyī”Ė▀ØŌČ╚╝ū┤╝ÅU╦«▀Mąą╠Ä└ĒŻ¼═©▀^ķLŲ┌Ą─īŹ“×▀\ąą┐╝▓ņ┴╦ŽĄĮyĄ─╠Ä└Ēą¦╣¹Īó▀\ąąĘĆČ©ąį╝░ŽĄĮy╦ß╗»Ą─Śl╝■ĪŻ
2.1 įć“×╣ż╦ć┴„│╠
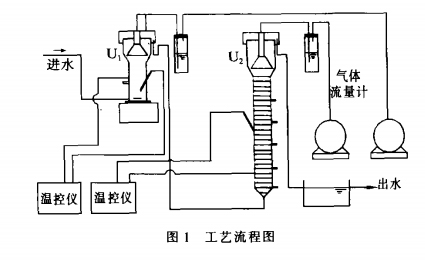
ā╔Č╬UASB╠Ä└Ē╣ż╦ćųąų„¾wįOéõĘųäe×ķę╗Č╬UASBĘ┤æ¬Ų„║═Č■Č╬UASBĘ┤æ¬Ų„Ż¼Ųõųąę╗Č╬UASBĘ┤æ¬Ų„(║åīæ×ķu)ā╚įO╚²ŽÓĘųļxčbų├Ż¼Ųõ┐é╚▌Ęe×ķ10LŻ¼Ę┤æ¬ģ^ėąą¦╚▌Ęe×ķ4.1LŻ╗Č■Č╬UASBĘ┤æ¬Ų„(║åīæ×ķu)ā╚įO╚²ŽÓĘųļxčbų├Ż¼Ę┤æ¬Ų„Ą─┐é╚▌Ęe×ķ18.4LŻ¼Ę┤æ¬ģ^ėąą¦╚▌Ęe×ķ12.5LĪŻā╔Ę┤æ¬Ų„═Ō└pļŖ¤ßŠĆ╝ė¤ßŻ¼═©▀^ūįäė╩Į║Ń£ž┐žųŲāxīóīŹ“×£žČ╚┐žųŲį┌35Ī└1ĪµŻ¼ÅU╦«ė╔Ė▀╬╗╦«Žõ╣®ĮoŻ¼ę└┤╬Įø▀^uĪŻ║═uā╔Ę┤æ¬Ų„╠Ä└Ē║¾┼┼Ę┼Ż¼╦∙«a╔·Ą─šėÜŌĮøر╩ĮÜŌ¾w┴„┴┐ėŗėŗ┴┐║¾ėąĮM┐Ś┼┼Ę┼Ż¼īŹ“ץ─╣ż╦ć┴„│╠ęŖłD1ĪŻ
 |
įć“×╦«┘|
įć“×ÅU╦«ė╔╣żśI╝ū┤╝║═NĪóPÅ═║ŽĘ╩┼õųŲČ°│╔Ż¼NĪóP═Č╝ė┴┐Ę¹║ŽCOD(╚ź│²)Ż║NŻ║P=(200Ī½300)Ż║5Ż║lŻ¼▀M╦«pHųĄ×ķ7.0ū¾ėęĪŻ▀\ąą▀^│╠ųąŻ¼═©▀^Ė─ūā▀M╦«CODØŌČ╚║═▀M╦«┴„┴┐üĒ╠ßĖ▀ŽĄĮy╚▌Ęežō║╔Ż¼åóäėļAČ╬▀M╦«COD×ķ2000Ī½6000mg/LŻ¼▀M╦«┴„┴┐×ķ20Lū¾ėęŻ╗š²│Ż▀\ąąļAČ╬▀M╦«COD×ķ8000Ī½20000mg/LŻ¼▀M╦«┴„┴┐×ķ25Ī½40Lū¾ėęĪŻ
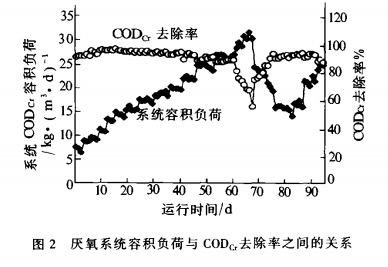
3.1ŽĄĮyĄ─▀\ąąĀŅør
į┌▒ŠīŹ“ץ─ķLŲ┌▀\ąąųą░l¼FŻ¼▓╔ė├ā╔Č╬UASBĘ┤æ¬Ų„╠Ä└ĒĖ▀ØŌČ╚╝ū┤╝ÅU╦«Ż¼╠Ä└Ēą¦╣¹ĘŪ│Ż’@ų°Ż¼─▄ē“▒ŻūCŽĄĮyĖ▀ą¦ĘĆČ©▀\ąąŻ¼▀\ąąĮY╣¹╚ńłD2ĪŻš²│Ż▀\ąą▀^│╠ųąŻ¼«öŽĄĮyCOD╚▌Ęežō║╔▀_26.8kg/m3Īżdū¾ėęĢrŻ¼Ę┤æ¬Ų„▀\▐Dš²│ŻŻ¼┤╦ĢrŽĄĮyī”ėąÖC╬’╚ź│²┬╩×ķ90Żźū¾ėęŻ╗╚¶└^└m╠ßĖ▀ŽĄĮy╚▌Ęežō║╔Ż¼COD╚ź│²┬╩īóčĖ╦┘Ž┬ĮĄŻ╗ĮĄĄ═ŽĄĮy╚▌Ęežō║╔Ż¼╩╣ŲõĄ═ų┴26.8kg/m3Īżdū¾ėęĢrŻ¼Įø▀^ę╗Č╬ĢrķgĄ─╗ųÅ═▀\ąą║¾COD╚ź│²┬╩╗ųÅ═ų┴90Żźęį╔ŽĪŻįć“×ĮY╣¹▒Ē├„Ż¼ā╔Č╬UASBĘ┤æ¬Ų„╠Ä└Ē╝ū┤╝ÅU╦«ĢrŻ¼ŽĄĮy╦∙─▄│ą╩▄Ą─COD╚▌Ęežō║╔Ė▀▀_26.82kg/m3Īżdū¾ėęŻ¼Č°Ūęį┌┤╦žō║╔ęįŽ┬Ż¼ŽĄĮy▀\ąąĘĆČ©ąįĖ▀Ż¼┐╣ø_ō¶─▄┴”ÅŖŻ╗ŽÓī”Č°čįŻ¼å╬Č╬UASBĘ┤æ¬Ų„╦∙─▄│ą╩▄Ą─╚▌Ęežō║╔▌^Ą═Ż¼╠Ä└Ēą¦╣¹╩▄ø_ō¶žō║╔ė░Ēæ║▄┤¾ĪŻ